Оригинал статьи: Метод оценки степени запечки изоляции провода ПЭФД2-200 по температурной зависимости tgδ
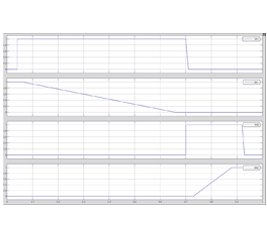
Из литературных данных известно, что с увеличением степени полимеризации или поликонденсации полярных реактопластов увеличивается энергия активации дипольно-сегментальной поляризации, возрастает время диэлектрической релаксации. Это приводит к смещению максимума tgδ дипольно-релаксационных потерь в сторону более высоких температур. При максимальной степени завершенности химической реакции температура максимума tgδ достигает установившегося значения Туст и при дальнейшей термообработке максимум tgδ перестает смещаться.