


КАБЕЛЬ−news / № 9 / сентябрь 2009
46
Производство
Алюминиевые сплавы упрочняют термической
обработкой, состоящей из закалки и старения.
Цель закалки — получить в сплаве предельно не-
равновесное фазовое состояние — пересыщен-
ный твердый раствор с максимально возможным
содержанием легирующих элементов [1–3].
Основными легирующими элементами сплава
АВЕ являются магний и кремний. Сплав АВЕ отно-
сится к деформируемым сплавам. Кроме основ-
ных компонентов присутствуют так же марганец,
медь и хром. Наличие этих элементов приводит
к дополнительному упрочнению сплавов после
естественного или искусственного старения. Бла-
готворное влияние марганца и хрома заключается
в повышении коррозионной стойкости сплавов.
Марганец и хром препятствуют, кроме того, обра-
зованию выделений из твердого раствора по гра-
ницам зерен. В отличие от указанных элементов
медь вызывает снижение коррозионной стойко-
сти, т. е. к увеличению склонности к межкристал-
литной коррозии в искусственно состаренном
состоянии.
Закалка обеспечивает, с одной стороны, повы-
шение, по сравнению с равновесным состоянием
после отжига, твердости и прочности при сохра-
нении пластичности, а с другой — возможность
дальнейшего упрочнения при старении.
Высокая пластичность сплава АВЕ после закал-
ки позволяет подвергать катанку волочению, так
как легирующие элементы находятся в твердом
растворе. При старении структура сплавов при-
ближается к равновесной в результате распада
пересыщенного твердого раствора и образования
мелкодисперсных частиц. При этом повышаются
твердость, прочность, снижается пластичность,
возрастает сопротивление коррозии.
Закалка деформируемых сплавов заключается
в нагреве до 520 — 530 °C и выдержке при тем-
пературе, когда вторичная фаза полностью рас-
творится в твердом растворе, и последующем
быстром охлаждении до температуры 20 °C. В
результате закалки структура, равновесная при
температуре нагрева, фиксируется при темпе-
ратуре 20 °C, так как при быстром охлаждении
не происходит распад твердого раствора. По-
сле закалки получается пересыщенный твердый
раствор.
Охлаждение при закалке производится со ско-
ростью больше критической — минимальной
скорости охлаждения, при которой не проис-
Закалка катанки
из алюминиевого сплава АВЕ
Продолжение статьи Ковригин Л.А., Бармина О.В. «Управление в ходе техно-
логического процесса скоростью охлаждения бухты катанки из алюминиевого
сплава» (№12-1, 2009 г.)
Л.А. Ковригин
, д-р техн. наук, Пермский государственный технический университет
Кафедра «Конструирования и технологии электрической изоляции»
T, ° С
500
450
400
350
300
250
200
150
100
50
0
0 10 20 30 40 50 60 70 80
t, c
V = 8 °C/c
V = 12 °C/c
V = 17 °C/c
1
2
3
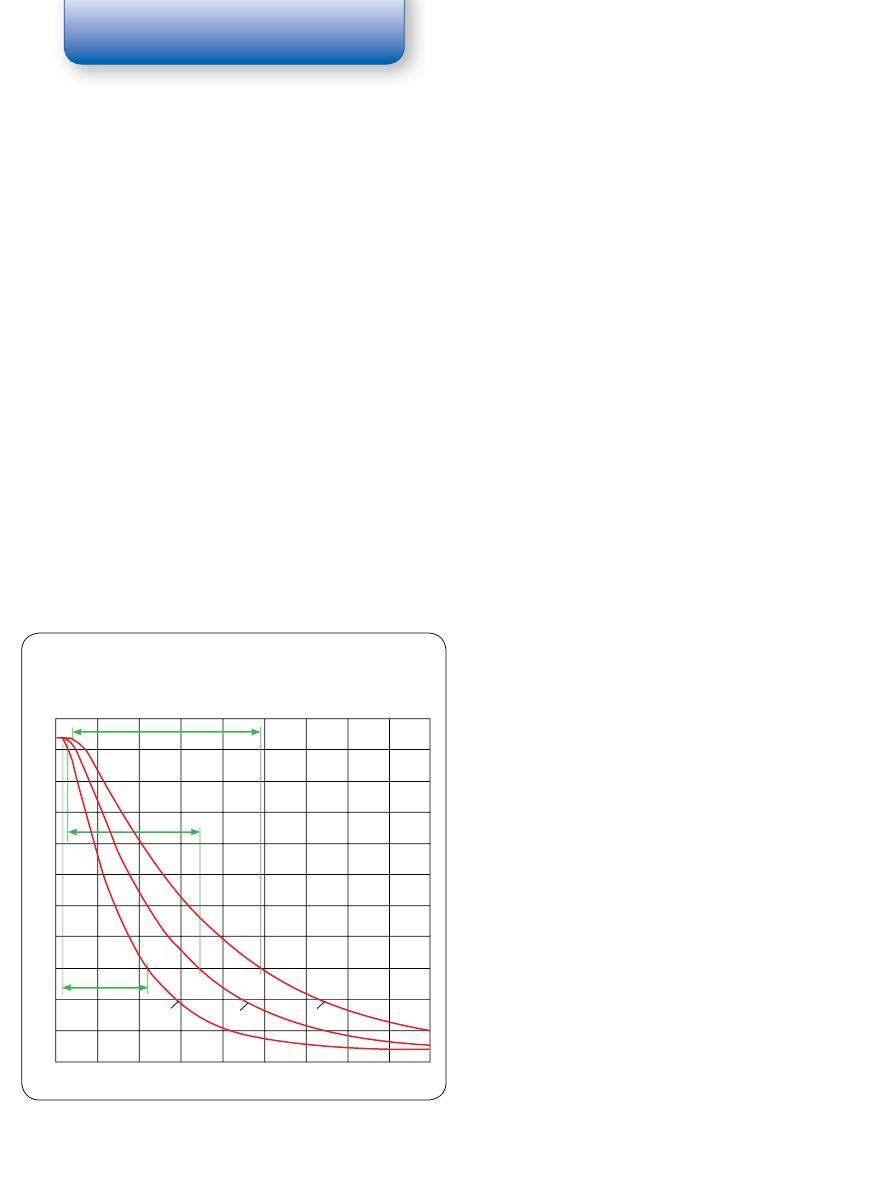
Рис.1. Зависимость температуры среднего слоя бухты от времени
охлаждения при различных толщинах стенки:
1 — 160 мм; 2 — 220 мм; 3 — 240 мм
КАБЕЛЬ−news / № 9 / сентябрь 2009
47
Производство
ходит распад пересыщенного твердого раствора.
В промышленности большинство алюминиевых
сплавов при закалке охлаждают в воде с темпе-
ратурой до 40 °C. Скорость охлаждения тонко-
стенных изделий в холодной воде (600...800 °C/c)
значительно превосходит критические скоро-
сти охлаждения сплавов (10...120 °C/c). Такие
условия охлаждения обеспечивают значитель-
ную прокаливаемость. Изделия из алюминиевых
сплавов прокаливаются насквозь в толщинах
120..150 мм.
Пересыщенный твердый раствор закаленного
сплава отличается повышенным уровнем сво-
бодной энергии. Распад твердого раствора, про-
исходящий при старении, приближает фазовое
состояние к равновесному.
Основными
параметрами
старения
явля-
ются температура и продолжительность выд-
держки.
Старение
может
развиваться
без
нагрева при 20 °C — естественное старение или
искусственное старение при повышенных тем-
пературах 160—170 °С в течение 10—12 ч. Ста-
рение приводит к структурным изменениям,
вызывающим упрочнение за счет выделения
Mg2S.
Критическая скорость закалки сплава АВЕ рав-
на 17 ºС/с [4]. Реализовать такую скорость за-
калки способами, опубликованными в [5], можно
только для бухт определенного размера. На
рис. 1 представлено изменение температуры
центрального слоя бухты при охлаждении водой
с температурой 20 °С. Закалка завершается при
охлаждении до 150 °С [3]. При толщине стенки бух-
ты 160 мм (кривая 1) температура от 520 до 150 °С
падает за 21 с, т.е. скорость закалки составляет
17 °С/с. При толщине стенки бухты 200 мм (кри-
вая 2) скорость закалки — 12 °С/с, что меньше
критической.
Исходные данные: коэффициент заполнения
бухты 0,866; плотность сплава 2700 кг/м
3
, с уче-
том коэффициент заполнения бухты — 2350 кг/м
3
;
теплоемкость 796 Дж/(кг °С), с учетом коэффи-
циент заполнения бухты 689 Дж/(кг·ºС); тепло-
проводность сплава 171 Вт/(м·ºС) с учетом [5] —
60 Вт/(м·ºС). Коэффициент теплопередачи при ско-
рости струи 15 м/с: 7·10
4
Вт/(м
2
°С) [6]. Размер бухты
для кривой 1 (рис. 1): внешний радиус — 670 мм,
внутренний — 510 мм; высота 900 мм, масса —
1248 кг.
Была применена конечно-разностная схема в
цилиндрической системе координат, сетка 80х80,
шаг по времени 0,01 с.
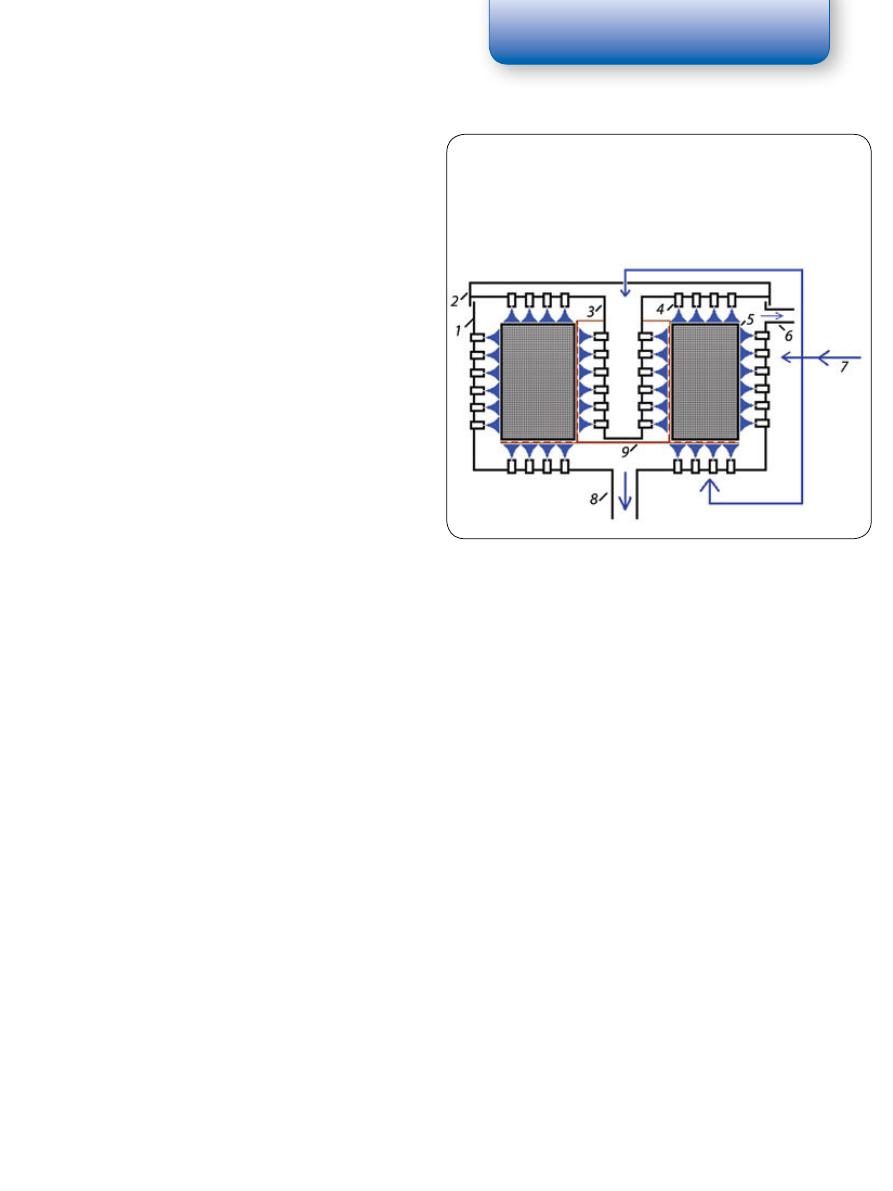
На рис. 2 представлен аппарат для закалки бух-
ты алюминиевой катанки.
Аппарат состоит из корпуса 1 и крышки 2. Бухта
5, находящаяся на поддоне, после нагрева в печи
до 520 °С помещается в аппарат. В форсунки под
давлением подается вода, скорости капельной
струи должна быть не менее 15 м/с. Форсунки рас-
положены со всех сторон бухты. Закалка длится
20 с, толщина стенки бухты не должна быть более
160 мм.
Литература
1. Лахтин Ю.М. Металловедение и термическая обра-
ботка. — М.: Металлургия, 1993.
2. И. Н. Фридляндер, К. В. Чуистов, А. Л. Березина, Н.
Н. Колобнев. Алюминий-литиевые сплавы. Структура и
свойства. — Киев: Наукова думка, 1992.
3. Воронцова Л.А., Маслов В.В., Пешков И.Б. Алюми-
ний и алюминиевые сплавы в электротехничесих изде-
лиях. — М.: Энергия, 1971. — 224 с.
4. Машиностроение. Справочник. Энциклопедия. Под
ред. Фролова К.В. т. 2-3, 2001.
5. Ковригин Л.А., Бармина О.В. Управление в ходе тех-
нологического процесса скоростью охлаждения бухты
катанки из алюминиевого сплава. «Кабель-news», №12-1,
2009г.
6. Юдаев Б.Н. Техническая термодинамика. Теплопе-
редача. — М: Высш. шк., 1988. — 479 с.
Рис.2. Аппарат для закалки бухты алюминиевой катанки:
1 — емкость; 2 — крышка;
3 — керн; 4 — форсунки;
5 — бухта; 6 — выход пара;
7 –подача воды; 8 — слив воды;
9 — контейнер
Оригинал статьи: Закалка катанки из алюминиевого сплава АВЕ
Продолжение статьи Ковригин Л.А., Бармина О.В. «Управление в ходе технологического процесса скоростью охлаждения бухты катанки из алюминиевого сплава» (№12-1, 2009 г.)






