Оригинал статьи: Ускорение теплообмена при технологической обработке намотанных полуфабрикатов кабельного производства
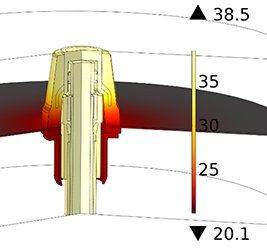
В настоящее время широкое распространение получили кабели со сшитой полиэтиленовой изоляцией. В ходе технологического процесса сшивки производится термическая обработка изделий. Например, силановая сшивка полиэтиленовой изоляции производится в аппарате, куда помещается барабан с намотанной на него изолированной токопроводящей жилой. Температура воды поддерживается на уровне 90°С за счет пропускания через нее пара. Сшивка происходит в результате взаимодействия силановых групп с водой, которая проникает в изоляцию.