«КАБЕЛЬ-news», август 2010
24
Тема номера
Снижение стоимости
производства
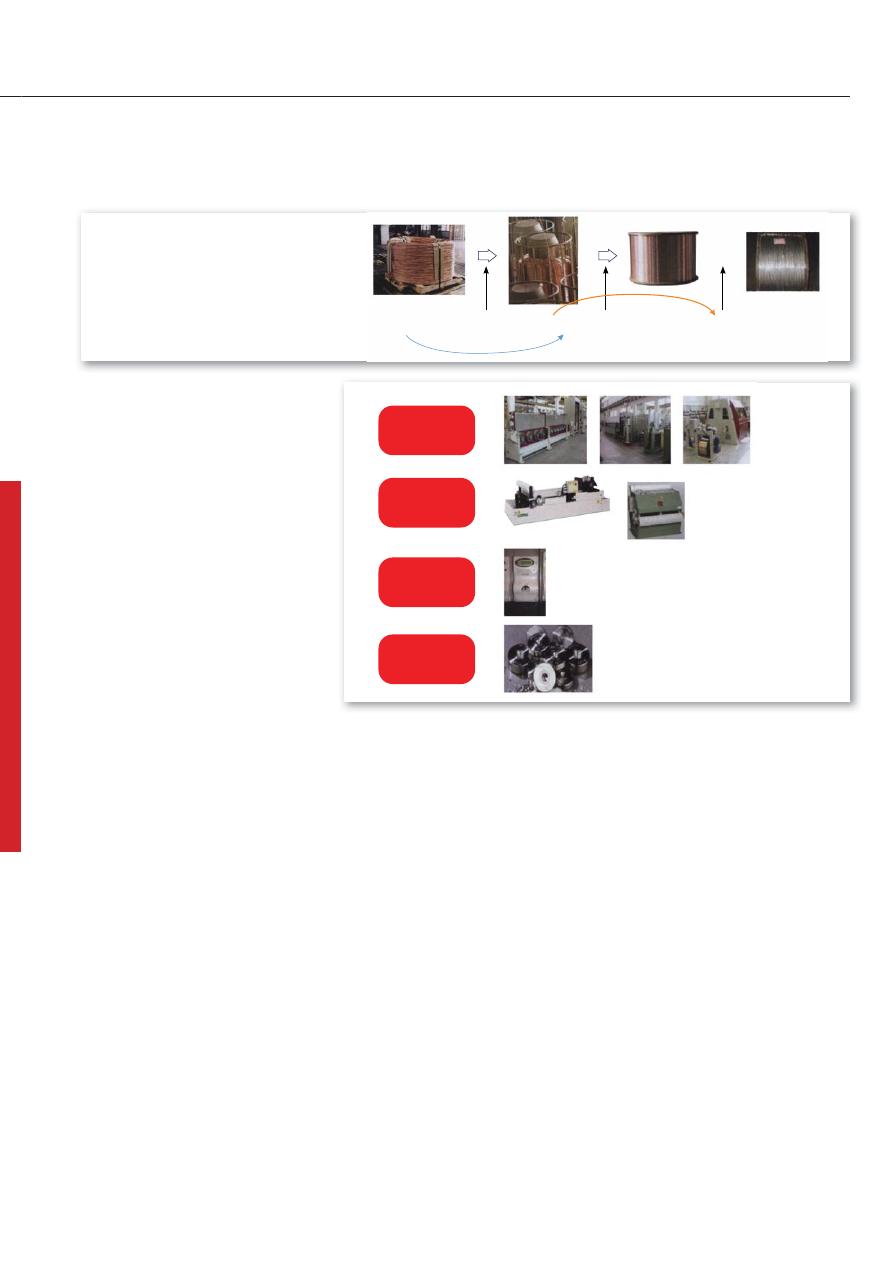
Безотносительно вида произ-
водимой продукции, будь то пер-
вичное волочение проволоки, из-
готовление многожильных прово-
дов, скрученных жил или кабелей
(см. рис. 1), стоимость производ-
ства может быть разделена на пять
компонентов:
P
=
B
+
T
+
L
+
F
+
O
, 1)
где:
Р
— стоимость изготовления
продукта, его конечная стоимость
(например, бобина многожильного
алюминиевого провода 24х0,325 мм
или бобина многожильного медно-
го луженого провода для экрани-
рующих оплеток и т. п.);
В
— стои-
мость незавершенного в производ-
стве продукта, стоимость исходных
материалов (например, бухта про-
волоки диаметром 2 мм);
Т
— стои-
мость переработки, стоимость про-
изводственного процесса, в ходе
которого полуготовый продукт пре-
вращается в конечный продукт;
L
—
стоимость труда, оплата работаю-
щих на производственной линии;
F
— фиксированные затраты, отно-
сящиеся к заводу и системам (об-
щезаводские издержки);
О
— дру-
гие затраты, которые не относят-
ся непосредственно к вышеупомя-
нутым компонентам стоимости про-
дукции.
Технические и технологические решения,
обеспечивающие снижение энергопотребления
в линиях по производству проводов и кабелей
Глобализация рынка существенно повлияла на промышленность прово-
дов и кабелей (как и в целом на экономику). Большое влияние также оказа-
ли значительные изменения в мировой экономике, которые как никогда ранее
сделали важным для производителя быть способным управлять процессами
производства и иметь возможность изготавливать продукцию для различных
рынков с минимальными издержками.
Новые возможности будут продолжать появляться, и компании должны
быть готовы к жесткой конкуренции, невзирая на неопределенность спроса
и непредсказуемое поведение цен на исходные материалы и стоимость энер-
гоносителей. Многие производители усовершенствовали процессы производ-
ства на своих предприятиях, переместили свои производства в географиче-
ские зоны с меньшей стоимостью труда и сосредоточились на снижении фик-
сированных затрат и накладных расходов, равно как и на снижении внутрен-
них расходов. При наступившем экономическом спаде способность внедрять
технологию, которая может облегчить решение этих задач, является важней-
шей частью любой долговременной стратегии.
Учет таких ключевых аспектов, как конструкция приводов и бугелей при рас-
смотрении вопросов «Как» и «Почему» создается трение, позволяет разраба-
тывать механизмы, которые увеличивают производительность при одновре-
менном снижении затрат на электроэнергию.
Энрико Конте,
компания
Samp Sistemi, Bologna, Italy
Перевод —
Святослав Юрьев
Рис. 1. Кабельная продукция, стоимость
изготовления которой может быть
разбита на пять составляющих
ÝÍÅÐÃÎÑÁÅÐÅÆÅÍÈÅ ÍÀ ÏÐÎÈÇÂÎÄÑÒÂÅ
«КАБЕЛЬ-news», август 2010
25
Тема номера
Для примера рассмотрим изго-
товление гибкой многопроволочной
жилы 24х0,325 мм (с поперечным
сечением 2 мм
2
). Изготовление это-
го продукта осуществляется в три
производственных этапа:
• волочение проволоки для
уменьшения ее диаметра с 8 до
2 мм, пригодной для приемного
устройства корзиночного типа;
• многопроволочная протяжка
24-х проволок для получения про-
волоки диаметром 0,325 мм из про-
волоки диаметром 2 мм с исполь-
зованием катушечного приемного
устройства;
• финальная скрутка и намотка
на катушку в приемном устройстве.
Три вышеперечисленных этапа
будут дальше рассмотрены в тер-
минах последовательности техно-
логических операций и видоизме-
нения стоимости, где стоимость ко-
нечного продукта каждого этапа со-
ответствует стоимости полуготово-
го продукта в следующей фазе про-
изводства.
В терминах формирования стои-
мости конечного продукта во внима-
ние будет принята только стоимость
переработки Т. Основные составля-
ющие величины Т могут быть разде-
лены на четыре группы: производ-
ственное оборудование, рабочие
жидкости и их очистка, потребляе-
мая энергия, а также фильеры, во-
лочильные барабаны и другие изна-
шивающиеся части оборудования
в последовательности технологиче-
ских операций производственного
процесса.
Стоимость производственного
оборудования может, в свою оче-
редь, быть разделена на составля-
ющие следующим образом: амор-
тизация производственного обору-
дования и поддержание его в нор-
мальном работоспособном состоя-
нии (запасные части, тех. обслужи-
вание и т. д.). Стоимость рабочих
жидкостей и их очистки разделяет-
ся следующим образом: стоимость
масла для процесса волочения и от-
жига, а также различные присадки
(герметики, антипенные эмульсии и
т. д.); стоимость воды для приготов-
ления эмульсий; стоимость очистки
эмульсий и их удаления, стоимость
защиты окружающей среды и обе-
спечения техники безопасности. В
процессе изготовления проводов и
кабелей необходимо использование
электричества для выполнения опе-
раций, непосредственно связанных
с технологическим процессом и для
питания вспомогательного оборудо-
вания. Фильеры, волочильные бара-
баны и наконечники являются «ин-
струментами», используемыми для
переработки исходного материала
в конечный продукт. Подобно всем
инструментам, эти инструменты под-
вержены износу, выходу из строя и,
в свое время, замене.
Из всех составляющих стои-
мости переработки
Т
мы рассмо-
трим только потребляемую энер-
гию. Энергия, расходуемая в про-
цессе волочения и отжига, может
быть определена при рассмотрении
макрообластей ее потребления.
В эти макрообласти включают-
ся: энергия, затрачиваемая на де-
формацию; энергия, рассеиваемая
в шпинделях и зубчатых передачах;
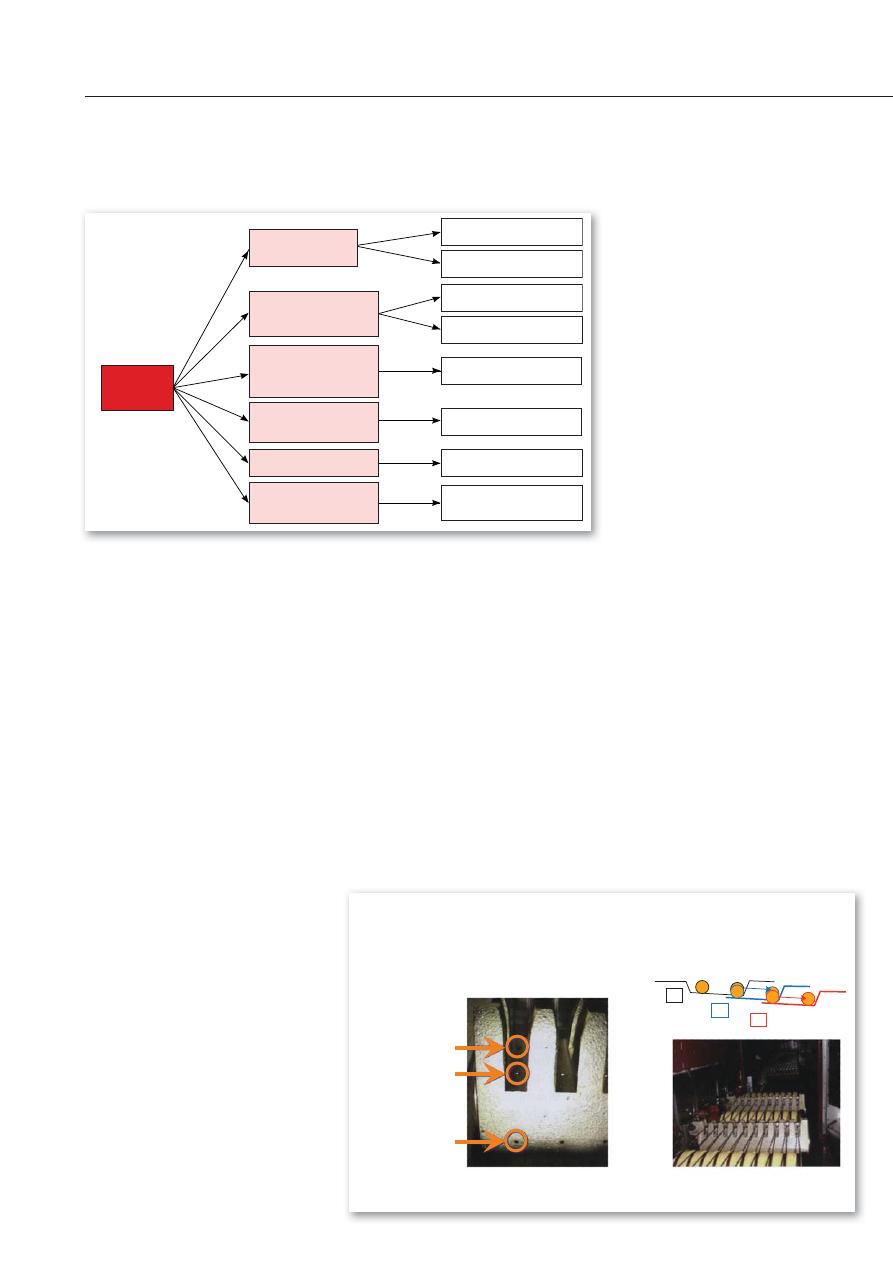
P
1
= B
1
+ T
1
+ L + F
1
+ 0
P
2
= P
1
+ T
2
+ L + F
2
+ 0
P
3
= P
2
+ T
3
+ L + F
3
+ 0
Стоимость
волочильных и
приемных систем
Стоимость рабочих
жидкостей
и их очистки
Стоимость
израсходованной
энергии
Стоимость фильер
и волочильных
барабанов
Рис. 2. Изменение структуры стоимо-
сти производства для различных тех-
нологических этапов в соответствии с
уравнением (1)
Рис. 3. Четыре главных
составляющих
«трансформации»
стоимости
ÝÍÅÐÃÎÑÁÅÐÅÆÅÍÈÅ ÍÀ ÏÐÎÈÇÂÎÄÑÒÂÅ
«КАБЕЛЬ-news», август 2010
26
Тема номера
энергия, расходуемая для вращения
волочильных барабанов в погруж-
ных механизмах; энергия, затра-
чиваемая на отжиг и закаливание;
энергия для систем осушки и потери
электроэнергии как следствие не-
эффективности ее использования.
Причины расходования энергии,
которые непосредственно не свя-
заны с технологическим процессом,
могут быть определены в этих макро-
областях, которые уже включают не-
которые виды затрат энергии каждо-
го упомянутого вида. Соответствен-
но, технические и технологические
решения должны быть ориентирова-
ны на минимизацию эффектов каж-
дой из этих составляющих расходо-
вания энергии.
Рассматривая упомянутые формы
использования энергии, автор будет
анализировать некоторые решения,
принятые в компании SAMPSISTЕMI
(SAMP), в технологической цепочке
производства. Расход энергии, свя-
занный с деформацией материала,
обусловлен трением проволока/фи-
льера, провод/волочильный бара-
бан. Соответственно, технические
решения фокусируются на увеличе-
нии эффективности смазочных ма-
териалов и улучшении конструкции
волочильных барабанов.
Повышенная эффективность
смазки зоны взаимодействия про-
волока/фильера была достигнута за
счет использования держателя фи-
льеры со впрыском эмульсии под
высоким давлением во входной и вы-
ходной областях фильеры. Другим
фундаментальным способом умень-
шения рассеиваемой мощности и
улучшения качества проволоки яв-
ляется согласование расположения
проволоки и фильеры (если, входя в
фильеру, проволока плохо позици-
онирована, мощность, необходимая
для волочения, возрастает и каче-
ство проволоки ухудшается). Более
хорошая смазка контакта проволо-
ка/волочильный барабан достигает-
ся за счет использования дополни-
тельного впрыска смазки из держа-
теля фильеры в направлении воло-
чильного барабана.
Профиль тянущей поверхности
волочильного барабана выбран та-
ким, чтобы обеспечить уменьше-
ние трения между проволокой и тя-
нущим барабаном, улучшение каче-
ства поверхности проволоки, пра-
вильное позиционирование прово-
локи относительно фильеры.
Для уменьшения рассеиваемой
мощности, предотвращения изно-
са фильеры и повышения качества
конечного продукта, в SAMP выбран
для использования конусный про-
филь.
Энергия также рассеивается в
зубчатых передачах волочильной
машины и в шпинделях. Соответ-
ственно, были проведены исследо-
вания, нацеленные на создание вы-
сококачественных тяговых механиз-
мов, используя кинематические мо-
дели.
Как
используется
энергия?
Трение между фильерой
и проволокой
Трение между проволокой и
волочильным барабаном
Трение в шестереночной
передаче
Трение в герметизирующем
устройстве
Трение между вращающимися
частями и эмульсией
Потери энергии на прокачку
жидкого потока
Потери энергии на прокачку
воздушного потока
Потери энергии из-за
электрической
неэффективности
Энергия, расходуемая
на деформацию
Энергия, расходуемая на
работу шпинделя
и шестереночной передачи
Мощность, расходуемая
при вращении волочильно-
го барабана в погружном
механизме
Мощность,
потребляемая при отжиге
и закалке
Энергия на осушку
Электрическая неэффек-
тивность
(КПД менее 1)
вход выход
вход
выход
выход
вход
1
2
3
впрыскной жиклер
для входной зоны
впрыскной жиклер
для выходной зоны
впрыскной жиклер
для волочильного
барабана
Рис. 4. Как используется
энергия?
Рис. 5. Эффективность смазки и конструкция волочильного барабана являются
ключевыми элементами, определяющими количество энергии, расходуемой в про-
цессе волочения.
ÝÍÅÐÃÎÑÁÅÐÅÆÅÍÈÅ ÍÀ ÏÐÎÈÇÂÎÄÑÒÂÅ
«КАБЕЛЬ-news», август 2010
27
Тема номера
В SAMP работы для минимизации
расходуемой энергии в многопрово-
лочной волочильной машине велись
в двух направлениях. В результате
была создана высококачественная
передача, основанная на констру-
ировании и изготовлении шестере-
нок с соответствующим скорректи-
рованным эвольвентным профилем
для уменьшения трения между бо-
ковыми поверхностями зубцов ше-
стеренок. Кроме того, решался во-
прос о минимизации количества ше-
стеренок на основе рассмотрения
возможностей коррекции кинемати-
ческой схемы. Этот подход исполь-
зуется в компании с 90-х годов, ког-
да началось применение кинемати-
ческих схем, в которых минимизиро-
валось количество шестеренок, чем
достигалось общее улучшение ха-
рактеристик передачи.
Еще одной зоной, где происходит
рассеяние энергии в волочильной
системе, является система уплотне-
ния. Эта система отделяет зону во-
лочения от коробки передач для пре-
дотвращения загрязнения эмуль-
сии/смазки, используемых в процес-
се волочения. Поиски здесь направ-
лены на нахождение эффективных,
обеспечивающих малое трение ре-
шений вопросов герметизации.
В компании SAMP используют-
ся бесконтактные лабиринтные
устройства уплотнения, которые
предотвращают рассеяние мощно-
сти вследствие контакта ось/саль-
ник. Это решение дает также эконо-
мическую выгоду, поскольку снижа-
ются затраты на техобслуживание.
Для предотвращения загрязнения
эмульсии/смазки маслом на обору-
довании устанавливается компрес-
сор, обеспечивающий подачу воз-
духа под избыточным давлением.
Эта система обеспечивает следую-
щие преимущества: воздух исполь-
зуется при корректно выбранной ве-
личине давления и притом подается
только в случае необходимости. При
централизованной системе ком-
прессоров необходимый объем воз-
духа должен быть сначала сжат до
достижения точного значения дав-
ления (6-7 бар) до того, как будет до-
стигнуто рабочее давление (1,5 бар).
Очевидно, что для такой системы не-
избежны непроизводительные поте-
ри энергии.
Рассматривая потери мощно-
сти в волочильной установке, следу-
ет иметь в виду, что потери энергии
являются типичным фактом для по-
гружных механизмов. В таких систе-
мах энергия теряется при вращении
волочильных барабанов в емкостях
с эмульсией или маслом. Техниче-
ские разработки концентрируются
на разработке гидродинамических
компонентов, поскольку рассеивае-
мая мощность является нелинейной
функцией скорости, размера воло-
чильного барабана и вязкости. Вра-
щающиеся элементы, разработан-
ные в SAMP, являются гидродина-
мическими и не имеют выступов или
углублений. Такая конструкция не
только обладает технологическими
достоинствами, но также устраняет
вихревые явления и нестабильность
уровня эмульсии. Результаты пока-
заны на рис. 6.
В процессе отжига значительное
количество энергии расходуется во
время охлаждения провода. Техни-
ческие разработки в этом случае
должны быть направлены на повы-
шение эффективности систем водя-
ного охлаждения проволоки.
В SAMP повысили эффектив-
ность системы охлаждения, исполь-
зуя специальные профили для улуч-
шения протекания эмульсии. Для
обеспечения эффективного охлаж-
дения и облегчения операций по
очистке поверхности эмульсия
должна протекать на высоких ско-
ростях.
Охлажденная проволока долж-
на быть осушена. Эта операция осу-
ществляется сжатым воздухом че-
рез воздушные форсунки. Мощ-
ность при этом расходуется во вре-
мя транспортировки воздуха и обду-
ва. Необходимы поиски путей по-
вышения эффективности системы
сушки.
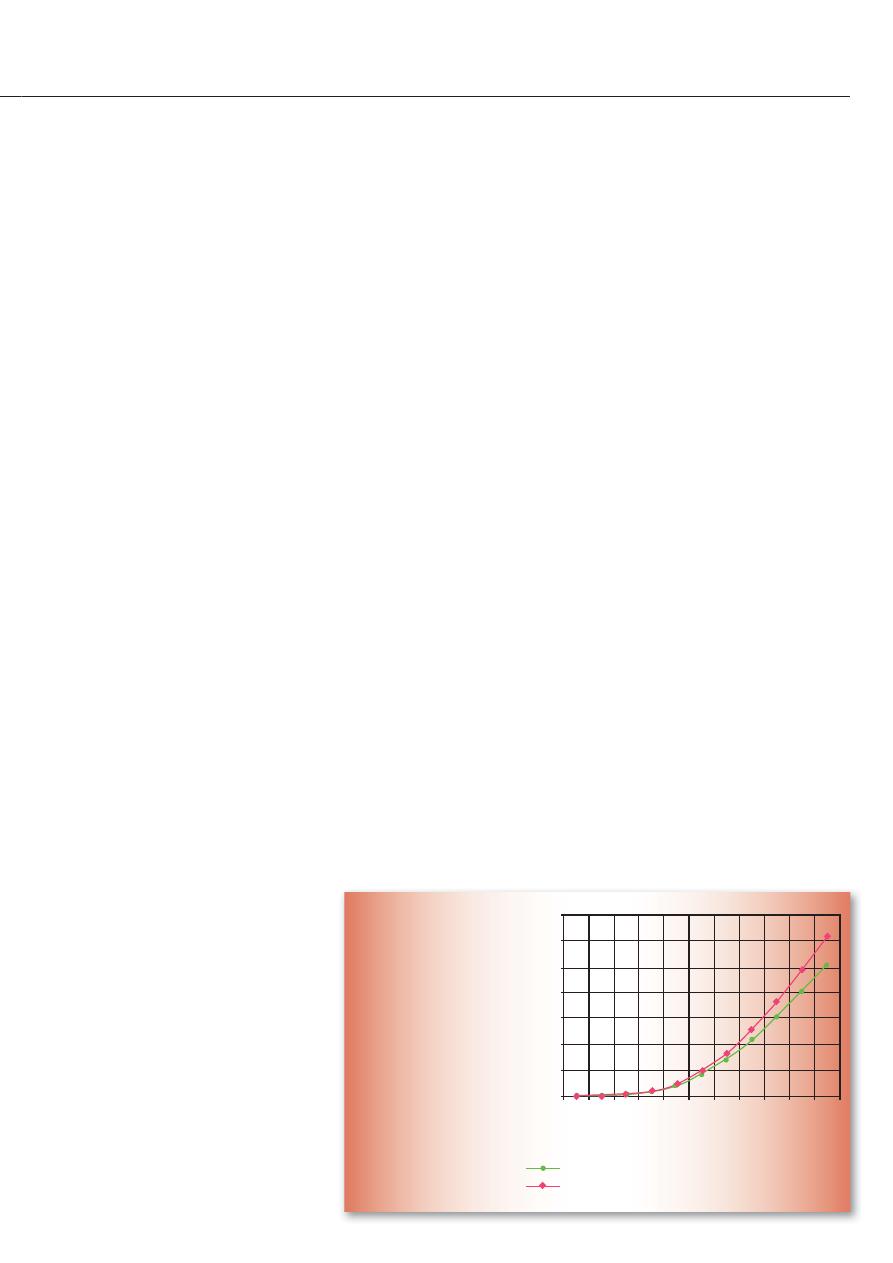
70,000
60,000
50,000
40,000
30,000
20,000
10,000
0,000
80,6
116,4 164,7 227,7
309,1 410,0
533,5
683,3 862,2 1087,6 1371,5
гидродинамическая конструкция
не гидродинамическая конструкция
Момент т
рени
я
Число оборотов тяги в минуту
Рис. 6. Результаты,
полученные при ис-
пользовании в ком-
пании SAMP гидроди-
намических вращаю-
щихся элементов
ÝÍÅÐÃÎÑÁÅÐÅÆÅÍÈÅ ÍÀ ÏÐÎÈÇÂÎÄÑÒÂÅ
«КАБЕЛЬ-news», август 2010
28
Тема номера
В SAMP используются эффек-
тивные керамические сушильные
устройства, оптимизированные для
конкретного типа обрабатываемой
проволоки. Легкое техобслужива-
ние сушильной установки также
имеет важное значение, посколь-
ку существует необходимость в бы-
строй смене этих установок. Вре-
мя переоснастки при использова-
нии систем продувки уменьшается
по сравнению с обычными матрич-
ными системами.
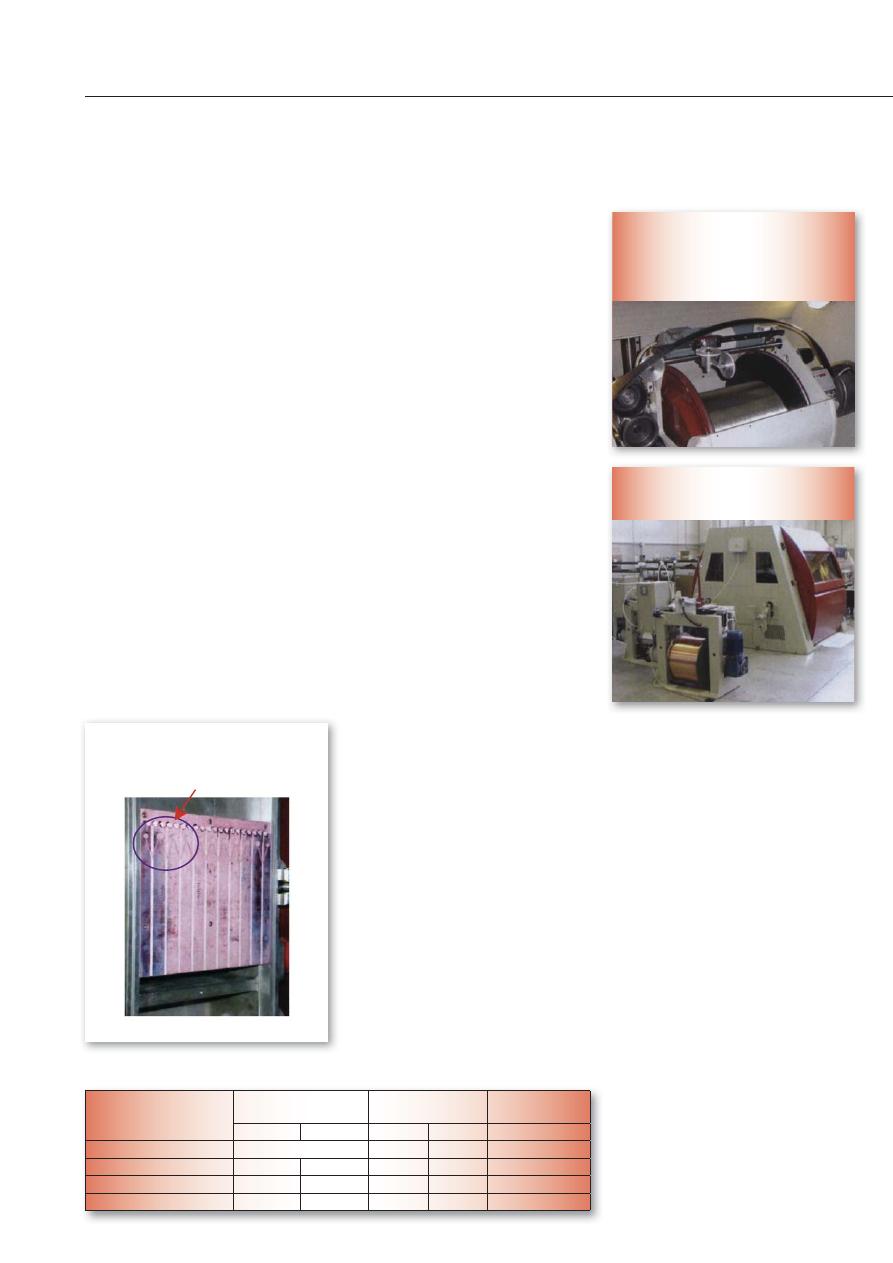
На рис. 7 показаны техниче-
ские решения, которые были ис-
пользованы в устройстве RC 350
для отжига проводов для приме-
нения в строительстве. Если рас-
сматривать процессы изготовле-
ния гибкого корда 24х0,325, то
станет ясно, что здесь узким ме-
стом является операция намот-
ки готового продукта на катуш-
ку. В таблице 1 приведены данные
по часовой производительности
(кг/час) различных машин.
В рассмотренном выше случае
отношение производительности
машины для изготовления катанки
к производительности волочильной
машины приблизительно равно 3:2,
в то время как оно равно 7:1, если
сравнивать многопроволочную во-
лочильную машину и машину, нама-
тывающую многожильный провод
на катушку. Как правило, две или
три волочильные установки обслу-
живают весь завод.
Увеличение эффективности на-
мотки готового провода может быть
достигнуто увеличением количе-
ства оборотов и/или увеличением
количества установок.
Для достижения этой цели в ком-
пании SAMP разработаны две ба-
зовые концепции. Все вращающи-
еся компоненты были сконструи-
рованы с учетом аэродинамики для
того, чтобы стало возможным уве-
личить количество оборотов, также
было запатентовано двухкатушеч-
ное приемное устройство — два
устройства намотки были смонти-
рованы в структуре одной машины,
что позволило уменьшить занимае-
мый объем и величину потребляе-
мой энергии (см. рис. 8 и 9).
Мощность, рассеиваемая в
устройстве намотки, определяется
суммой трех составляющих:
DR
=
MR
+
MF
+
AR
,
где
MR
— внутреннее трение в
устройстве намотки, линейно зави-
сящее от скорости;
MF
— трение
между проволокой в бугеле, трение
между проволокой и шкивом, линей-
но зависит от скорости, типа буге-
ля и от трассы, проходимой прово-
локой;
AR
— аэродинамическое со-
противление бугелей и вращающих-
ся частей, от скорости зависит нели-
нейно и зависит от типа бугеля и его
формы.
Особое внимание было уделено
конструкции бугеля, особое внима-
ние уделялось предельно аэродина-
мичной внешней форме и внутрен-
ней структуре трубчатого типа. Этот
бугель является усовершенствован-
ной версией ранее запатентованной
компанией SAMP системы с закры-
тым бугелем (см. рис. 10).
Преимущество такой кон-
струкции бугеля можно видеть на
Жиклер для впрыска эмульсии
Annealer RC350
Рис. 7. Камера для отжига, исполь-
зуемая в компании SAMP
Рис. 9. Сдвоенная приемная система
компании SAMP
Рис. 8. Увеличение скорости крутки
требует внимания к ключевым
элементам, таким как трение
Таблица. Часовая производительность изготовления гибкого корда 24х0,325 мм
Прокатка проволоки
Многопроволочное
волочение
Намотка
на катушку
Вход
Выход
Вход
Выход
Вход
Количество проводов
1
Диаметр проволоки, мм
8
2
2
0,325
0,325
Скорость, м/с
2,19
35
0,35
0,35
5
Продукт/ч, кг/ч
3534,9
2240
320
ÝÍÅÐÃÎÑÁÅÐÅÆÅÍÈÅ ÍÀ ÏÐÎÈÇÂÎÄÑÒÂÅ
«КАБЕЛЬ-news», август 2010
29
Тема номера
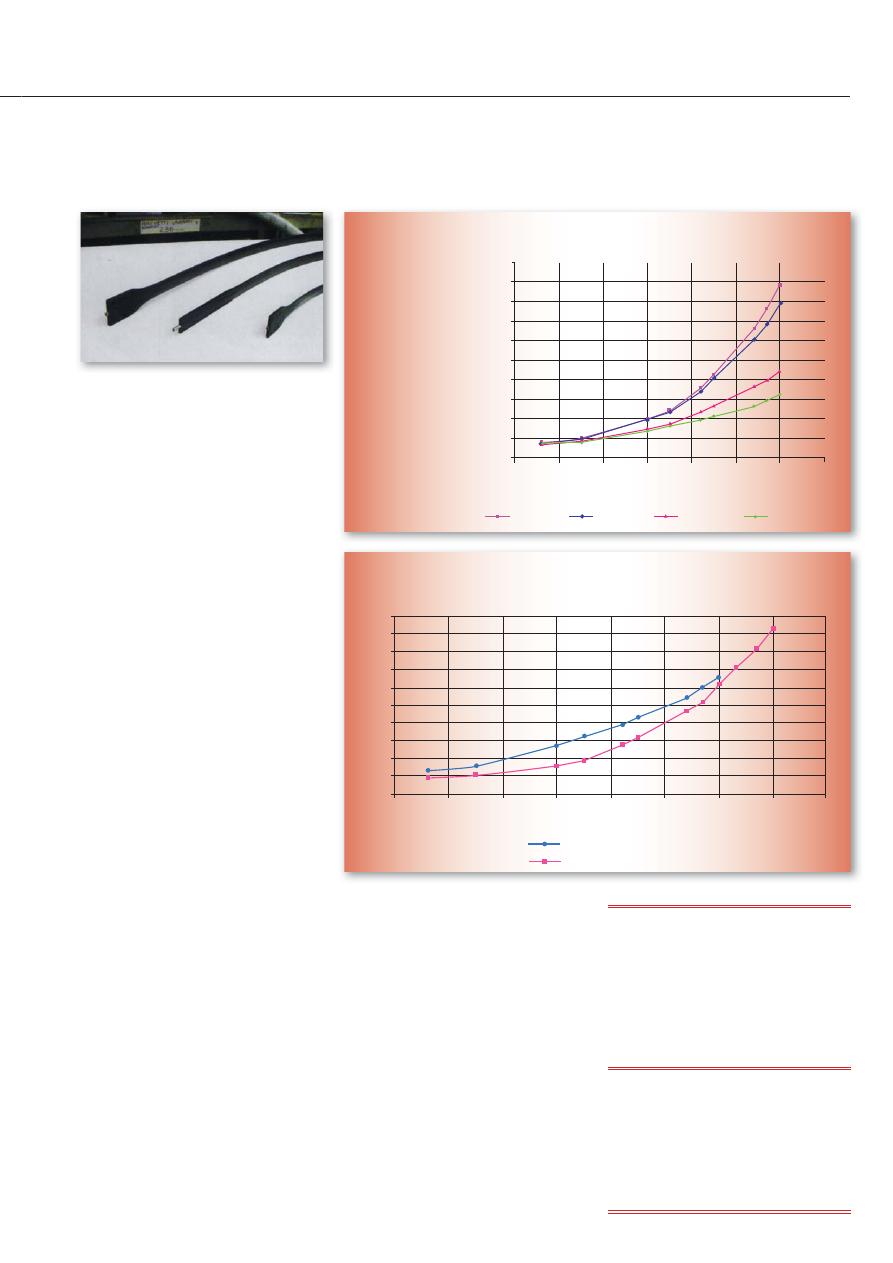
рис. 11, где показаны результаты
экспериментальных исследований
для сравнения различных типов бу-
гелей. Кривые поглощения темно-
розового и голубого цвета относят-
ся к бугелям с 32 и 16 направляю-
щими для поволоки, красная кри-
вая относится к закрытому буге-
лю, а зеленая кривая характеризу-
ет аэродинамический бугель труб-
чатого типа.
Рисунок 11 может трактоваться
двояко:
1. При равных скоростях энергия
экономится.
2. При равных скоростях расхо-
дования энергии улучшаются харак-
теристики.
Использование этих новых буге-
лей в технологической схеме сдво-
енного приемного устройства, в ко-
торой в структуре одной установки
используются два намоточных ме-
ханизма, позволило достичь резуль-
татов, которые показаны на рис. 12.
Сдвоенный накопитель потребляет
меньше энергии, чем два одиночных
приемных устройства, прежде все-
го, благодаря выбранной геометрии
структуры установки.
Будущие разработки
Компания SAMP будет прово-
дить исследования и осуществлять
разработки для увеличения энерге-
тической эффективности техноло-
гического оборудования в следую-
щих направлениях: непрерывное со-
вершенствование технологического
оборудования за счет простых, эф-
фективных и легко внедряемых тех-
нических решений; за счет разра-
ботки энергетически эффективного
волочения проволоки, в частности
для изготовления катанки; за счет
дальнейшего совершенствования
вышеупомянутой концепции высоко-
скоростной приемной системы для
крутильных машин среднего и боль-
шого размера; за счет разработки
системы управления установок со
многими электродвигателями, а так-
же за счет разработки энергосбере-
гающих систем.
Оригинал статьи опублико-
ван в журнале WIRE TECHNOLOGY
INTERNATIONAL, 2009, April, p. 112—
117: «Technical and technological
solutions to reduce energy consumption
along wire and cable production lines».
Enrico Conte, получил ученую сте-
пень в университете г. Болонья, Ита-
лия. В настоящее время работает
в компании Samp Sistemi, Bologna,
Italy.
Open 18 Open 32 Закрытый Одна труба
Потребляемая мощность
в зависимости от конструкции бугеля
Мощнос
ть
(кВ
т)
20
18
16
14
12
10
8
6
4
2
0
0 1000 2000 3000 4000 5000 6000 7000
Оборотов/мин.
20
18
16
14
12
10
8
6
4
2
0
0 1000 2000 3000 4000 5000 6000 7000 8000
Оборотов/мин
Мощнос
ть (кВ
т)
Две одиночные
Сдвоенная
Рис. 10
Рис. 11. Сравнение
бугелей различно-
го типа
Рис. 12. Сравнение величины потребляемой мощности для одиночной и сдвоен-
ной приемных систем
ÝÍÅÐÃÎÑÁÅÐÅÆÅÍÈÅ ÍÀ ÏÐÎÈÇÂÎÄÑÒÂÅ
Оригинал статьи: Технические и технологические решения, обеспечивающие снижение энергопотребления в линиях по производству проводов и кабелей
Рассматривая некоторые формы использования энергии, автор анализирует решения в технологической цепочке производства. Учет конструкции приводов и бугелей позволяет разрабатывать механизмы, которые увеличивают производительность при одновременном снижении затрат на электроэнергию. При наступившем экономическом спаде способность внедрять новые технологии является важнейшей частью любой долговременной стратегии.