«КАБЕЛЬ-news», № 5, 2014, www.kabel-news.ru
58
Производство
ÏÀÒÅÍÒ
Т
ехнология скрутки гибких повивов электро-
проводника из отдельных проволок до на-
стоящего времени является определяющей
для всех кабельных предприятий РФ и дру-
гих стран, несмотря на высокую сложность и трудо-
ёмкость.
Предлагаемый способ непрерывного изготовле-
ния гибкого трубчатого слоя электропроводника из
потока металла на проходной многоканальной го-
ловке (ПМК) индукционной машины непрерывного
литья электротехнического металла (меди, алюми-
ния и др.) позволяет производить однослойный элек-
тропроводник требуемого класса гибкости с запол-
ненным или без заполнения центральной части его
гибкого трубчатого слоя. На линии из конструктивно
идентичных литьевых машин может быть получен
многослойный электропроводник, каждый гибкий
трубчатый слой которого последовательно накла-
дывают один на другой до получения суммарной ве-
личины нормальных сечений из элементов, равной
заданному сечению электропроводника по току, в
совмёщенном непрерывном автоматизированном
техпроцессе формования и наложения изоляции.
Технология изготовления гибкого трубчатого
слоя из потока расплавленного металла исключает
все сложнейшие процессы изготовления проволоки,
трудоёмкую и малопроизводительную циклическую
технологию скрутки и обеспечивает заданные пара-
метры электропроводника и соответственно кабе-
лей и проводов.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
1.
Название изобретения.
Способ непрерывного
изготовления гибкого трубчатого слоя (ГТР-слой) то-
копроводящей жилы (электропроводник) из потока
металла, осуществляемый на проходной многока-
нальной головке (ПМК-головка), установленной на
* Заявка на изобретение: 2006143690/02, 11.12.2006.
Дата публикации заявки: 20.06.2008. Бюл. № 17.
Способ непрерывного изготовления
ГТР-слоя электропроводника из
потока металла на ПМК-головке
литьевой машины
*
Альберт ЛИСТРАТЕНКОВ, Александр КОБЕЛИВКЕР,
ветераны кабельной промышленности
вибрационном кристаллизаторе индукционной маши-
ны непрерывного литья (литьевая машина) электро-
технического металла (например, меди и алюминия,
а также полу- и сверхпроводящих сплавов).
2.
Область техники.
Предлагаемое изобретение
предназначено для использования в кабельной про-
мышленности, где изготавливаются одно- и много-
жильные кабели и провода любого номинального
напряжения с изолированными электропроводника-
ми, в том числе неизолированными (именуемыми го-
лыми), для передачи постоянного или переменного
электрического тока любой частоты, с уровнем гиб-
кости кл. 1—6. При этом гибкие электропроводники
кл. 2—6 имеют многопроволочное конструктивное
исполнение: центральная часть состоит из одной или
нескольких продольно уложенных или скрученных в
пучок проволок, на которую последовательно накла-
дывают заданное число гибких повивов из опреде-
лённого числа отдельных проволок в виде винтовых
спиралей заданного направления и шага.
3.
Уровень техники.
Ближайшим аналогом пред-
лагаемого является действующий на всех кабель-
ных предприятиях (см. книгу А.И. Листратенкова
«Теоретические основы конструирования силовых
кабелей и проводов», 2006 г.) способ циклического
изготовления гибкого повива из отдельных прово-
лок с использованием фонаря (диска) крутильной
машины (например, типов КФА и МКД), эквивалент-
ного класса гибкости и сечения по току ГТР-слоя из
потока металла, осуществляемого на ПМК-головке
литьевой машины (например, фирмы Indutherm или
др.) электропроводника одного и того же кабеля
(провода), за счёт выполнения следующих предва-
рительных технологических процессов:
• изготовление катанки из электротехнического
металла методом литья или прокатки;
• травление катанки (из меди) в кислотных ваннах;
• изготовление из катанки проволоки заданно-
го диаметра, как правило, методом волочения с
одновременной намоткой проволоки заданной
«КАБЕЛЬ-news», № 5, 2014, www.kabel-news.ru
59
Производство
ÏÀÒÅÍÒ
длины на катушки (барабаны) или укладкой её в
бухту или контейнер;
• проведение отжига проволоки на катушках (бара-
банах), в бухтах, контейнерах под вакуумом или
в среде инертного газа при температуре 500—
600
о
С и последующего охлаждения до 20
о
С, что
сопровождается операциями загрузки, разгруз-
ки, транспортировки, зарядки фонарей (дисков)
вручную, контроля диаметров, удельного элек-
трического сопротивления на образцах проволо-
ки и каждой катушки (барабана) и соответствую-
щей отбраковкой, в том числе из-за повреждений
наружных слоев.
В процессе осуществления действующего спосо-
ба изготовления гибкого повива из отдельных про-
волок каждая из них испытывает деформацию рас-
тяжения и кручения, что увеличивает её жесткость,
а это за счёт увеличения упругости приводит к са-
мораскручиванию и распушению повива, к росту его
периметра и, как следствие, к увеличению расхода
изоляционного материала и всех остальных матери-
алов кабеля (провода), а также его электрического
сопротивления.
Совпадающими признаками предлагаемого и су-
ществующего способов являются:
• использование катанки на начальной стадии про-
цесса;
• возможность совмещения с процессами изме-
нения геометрической формы и соответственно
ГТР-слоя при его калибровании, а также с про-
цессом наложения изоляции.
Вспомогательным объектом, предназначенным
для осуществления предлагаемого способа, явля-
ется ПМК-головка, на которой изготавливают ГТР-
слой электропроводника из потока металла.
По функциональному назначению аналогом пред-
лагаемой ПМК-головки является фонарь (диск) су-
ществующих крутильных машин, так как на нём из-
готавливают гибкий повив электропроводника из
отдельных проволок, который характеризуется теми
же параметрами, что и ГТР-слой электропроводника.
По конструктивному исполнению ближайшим
аналогом предлагаемой ПМК-головки является го-
ловка экструдера для переработки пластмасс, кото-
рая имеет совпадающие по наименованию элемен-
ты: дорнодержатель, дорн и матрицу, что позволяет
изготавливать из потока пластмассы (например, по-
ливинилхлоридного компаунда или полиэтилена)
сплошное трубчатое изделие: шланг, оболочку ка-
беля, в том числе гибкое за счёт гофрирования, но
головка экструдера не может быть использована для
изготовления ГТР-слоя электропроводника из пото-
ка металла предлагаемым способом, так как кон-
структивное исполнение элементов совпадающего
наименования в предложенных вариантах их взаи-
модействия в ПМК-головке принципиально другое.
СУЩНОСТЬ
ПРЕДЛАГАЕМОГО СПОСОБА
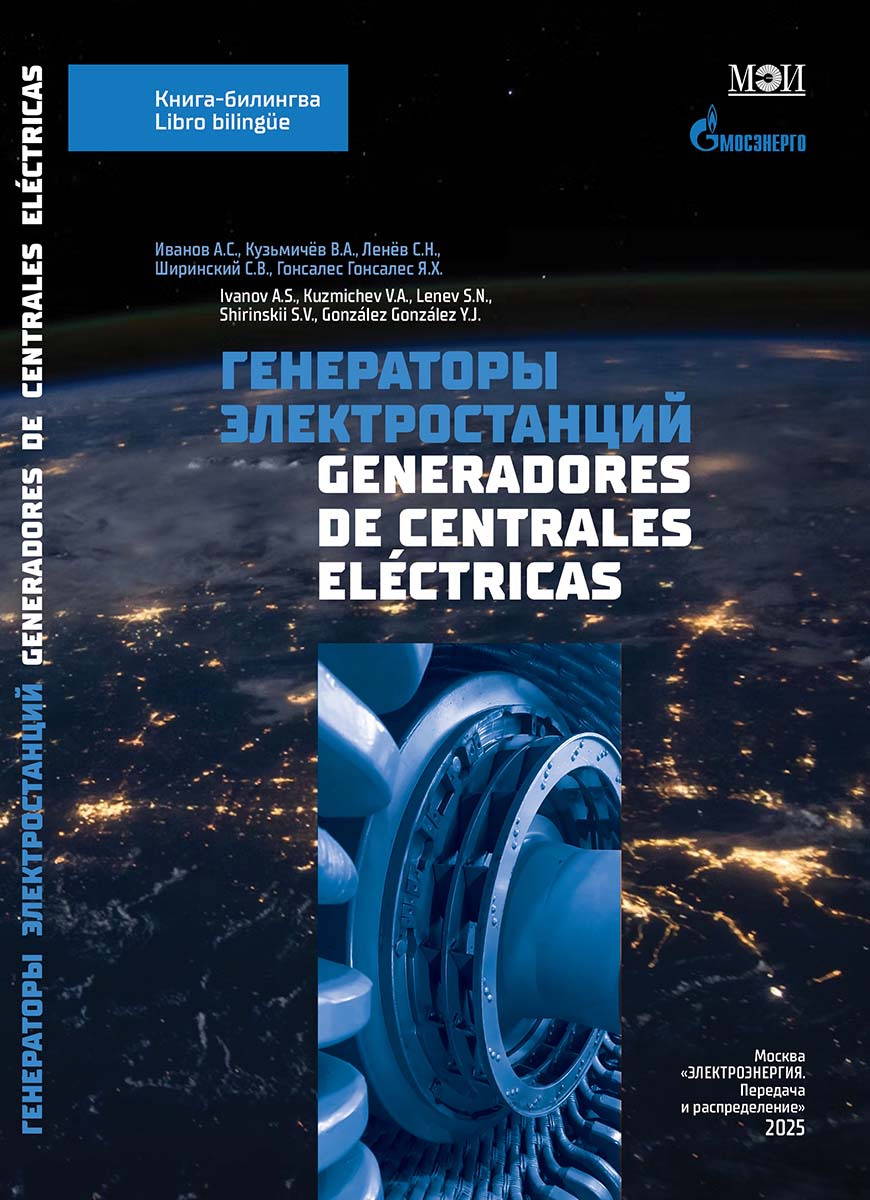
Предлагаемый способ (рис. 1) предусматривает
плавление катанки из электротехнического металла,
которую автоматически непрерывно вводят в тигель
соответствующего объёма и нагревают до температу-
ры плавления при помощи электроиндуктора, а поток
металла направляют через вибрационный кристалли-
затор в ПМК-головку, установленную под заданным
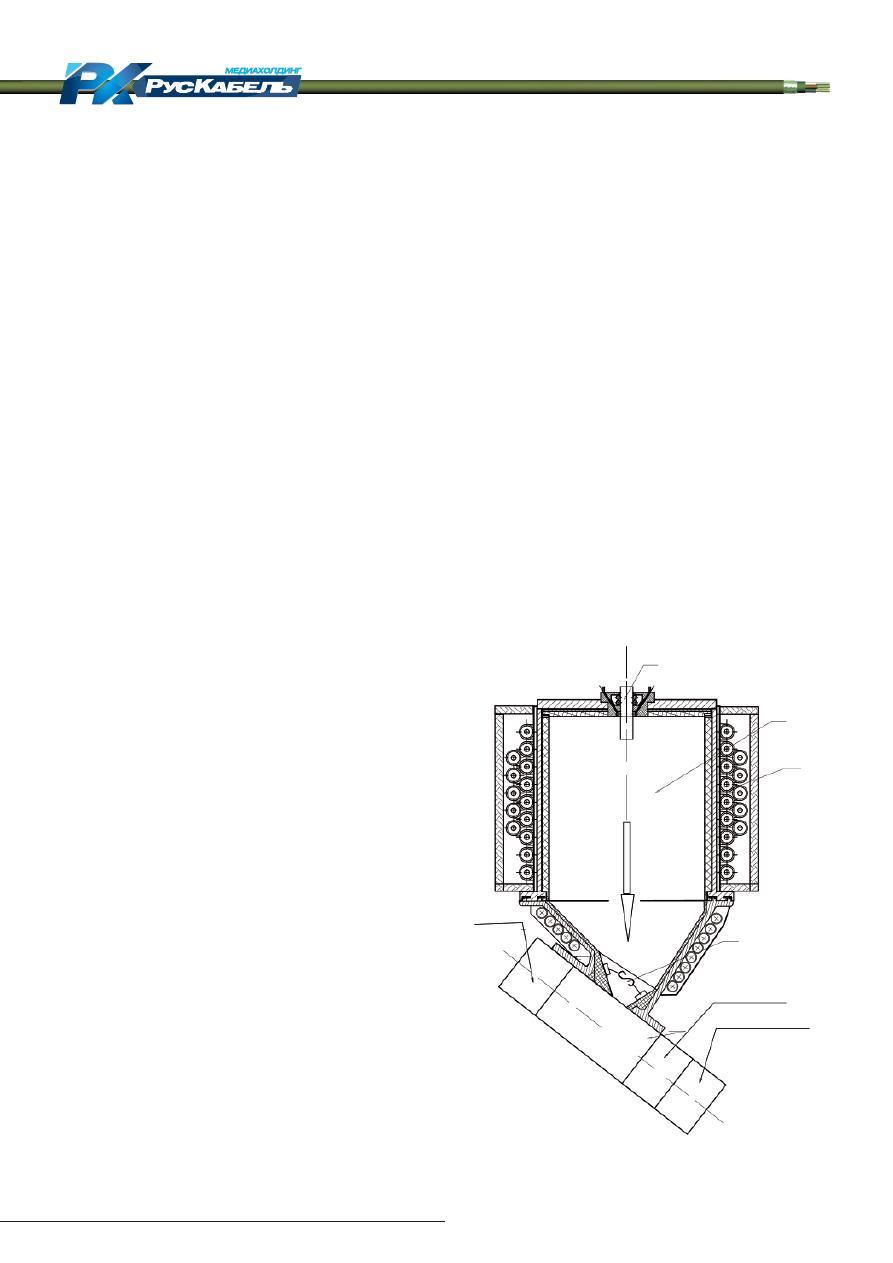
углом к его оси. Поток металла преобразуют в ГТР-
слой (рис. 2) заданного наружного диаметра, величи-
ну и профиль которого обеспечивает калибрующее
устройство с управляемым приводом, установленное
в вакуумируемом отсеке камеры охлаждения. Здесь
ГТР-слой охлаждают за счёт циркуляции хладоагента
до заданной температуры, при этом его внутренний
канал не заполняют или заполняют центральной ча-
стью, состоящей из одной круглой проволоки опре-
делённого диаметра или нескольких продольно уло-
женных проволок заданной формы, изготовленных
на существующей одно- или многоручьевой маши-
Рис. 1. Блок-схема индукционной машины
непрерывного литья в разрезе, раскрывающем
её принципиальное конструктивное исполнение
1 — канал для ввода катанки; 2 — тигель; 3 — электро-
индуктор; 4 — вибрационный кристаллизатор; 5 — блок
ПМК-головки.
1
2
3
4
5
Камера охлаждения
КОНТЕЙНЕР С Г
ОЛОВК
ОЙ
Отсек
вакуумирования
Отсек
вакууми-
рования
«КАБЕЛЬ-news», № 5, 2014, www.kabel-news.ru
60
Производство
ÏÀÒÅÍÒ
не непрерывного литья
(аналогичного типа).
Машина установлена со
стороны вакуумируемой
камеры ПМК-головки,
куда и вводят централь-
ную часть, наличие или
отсутствие которой опре-
деляет выбор профилей
элементов ГТР-слоя. До-
пускается использова-
ние центральной части
специального назначе-
ния (например, стально-
го тросика, контрольного
провода и пр.).
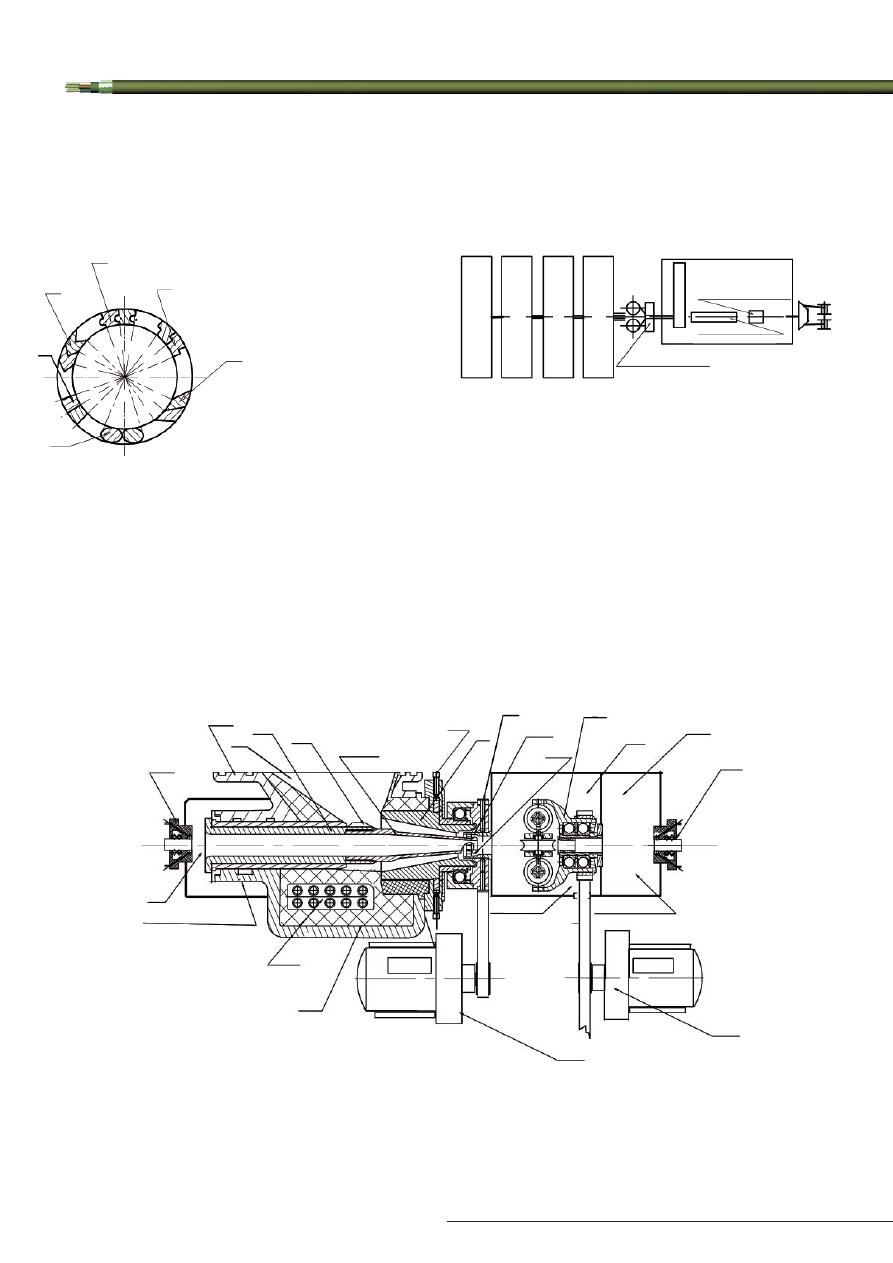
Возможно конструк-
тивное исполнение
ПМК-головки двух ти-
пов — с вращающимся
вокруг оси дорнодержа-
телем или стационарно
установленным дорнодержателем (рис. 3).
Предлагаемая конструкция ПМК-головки позво-
ляет на линии из конструктивно идентичных лить-
евых машин (рис. 4) изготавливать многослойный
электропроводник, каждый гибкий трубчатый слой
которого последовательно накладывают один на
другой до получения суммарной величины нормаль-
ных сечений их элементов, равной заданному сече-
нию электропроводника по току.
Способ обеспечивает возможность изготовле-
ния жил кабелей (проводов) в совмещённом непре-
рывном автоматизированном техпроцессе формо-
вания и наложения изоляции на электропроводник
без ограничения длины, заданного класса гибкости,
меньшего электрического сопротивления и периме-
тра любой его формы и является заменой техноло-
гии скрутки гибких электропроводников из отдель-
ных проволок на крутильных машинах.
Рис. 4. Вариант структуры производственной
линии по изготовлению одножильного
гибкого кабеля
1— ёмкость кристаллизации; 2 — фланец крепления ПМК-головки к машине непрерывного литья; 3 — центрующий болт
матрицы; 4 — матрица; 4.1 — неподвижная часть матрицы; 4.2 — вращающаяся часть матрицы с профилированными
каналами; 5 — тороидальный носик дорна; 6 — система вращающихся калибров; 7 — отсек вакуумирования камеры
охлаждения; 8 — камера охлаждения; 9 — входной и 9.1 — выходной вакуумируемые сальники; 10 и 10.1 — управляе-
мые приводы; 11 — блок регулирования системы дорн-матрица, 12 — дорнодержатель; 12.1 — тороидальный выступ
на дорнодержателе; 13 — дорн; 14 — матрицедержатель; 15 — корпус ПМК-головки; 16 — система теплоотведения;
17 — отсек вакуумирования внутреннего канала ПМК-головки.
Рис. 3. Разрез ПМК-головки с неподвижным дорном и вращающейся матрицей
Рис. 2. Варианты
профилей элементов ГТР-
слоя электропроводника
1 — сегмент кольцевой; 2 —
сегмент кольцевой стреловид-
ный; 3 — сегмент кольцевой
замковый; 4 — сегмент кольце-
вой Z-образный; 5 — сегмент
кольцевой трапецеидальный;
6 — эллипс.
1
2
3
4
5
6
Тяговое
устройство
Приёмное
устройство
Литьевая машина 1
Литьевая машина 3
Литьевая машина 4
Литьевая машина 2
Формующее
устройство
Ванна
охлаждения
эк
стру
дер
9
17
16
15
10
10.1
13
11
4.1
4.2
9.1
3
5
6
7
8
2
1
12
12.1
Отсек
вакуумирования
Камера
охлаждения
Отсек
вакууми-
рования
Оригинал статьи: Способ непрерывного изготовления ГТР-слоя электропроводника из потока металла на ПМК-головке литьевой машины
Технология скрутки гибких повивов электропроводника из отдельных проволок до настоящего времени является определяющей для всех кабельных предприятий РФ и других стран, несмотря на высокую сложность и трудоёмкость.