



«КАБЕЛЬ-news», март 2010
68
Доклад на конференции
ÏÎËÈÌÅÐÍÛÅ ÌÀÒÅÐÈÀËÛ
Спрос на кабели высокого и сверх-
высокого напряжения с изоляцией из
сшитого полиэтилена (СПЭ) стабиль-
но растет. Это связано с необходимо-
стью строительства новых и модер-
низации уже существующих систем
передачи электроэнергии. Рост горо-
дов приводит к сокращению площади
землеотводов под воздушные линии
электропередачи (ЛЭП). Кроме того,
экологические аспекты, связанные с
электромагнитным излучением воз-
душных ЛЭП, вызывают общественное
противодействие прокладке новых ли-
ний. В этих условиях альтернативное
решение в виде подземных кабельных
линий становится все более предпо-
чтительным.
Использование СПЭ для данного
применения является общепринятым
стандартом, а совершенствование
технологии материалов и кабельного
производства позволяют использовать
СПЭ для кабелей на напряжение до
500 кВ переменного тока.
В ходе эволюции технологии СПЭ
менялись важные характеристики от-
дельных изоляционных и полупрово-
дящих компаундов, что на сегодняш-
ний день обеспечивает безопасность
и экономическую эффективность
производства кабелей на этапе экс-
трузии и сшивки, в сочетании с вы-
сокой электрической прочностью,
низкими диэлектрическими потерями
и сниженным содержанием побочных
продуктов.
Разработка, производство и
использование высококачественных
СПЭ-компаундов для кабелей
высокого и сверхвысокого
напряжения
Анджей Урбанчик,
Ян-Ове Бустрем,
Бореалис
Анджей Урбанчик
«КАБЕЛЬ-news», март 2010
69
Доклад на конференции
Данная статья освещает шаги,
предпринятые с целью обеспечения
повышенного уровня чистоты СПЭ изо-
ляции, а также гладкости поверхности
полупроводящих экранов, требуемых
для кабелей высокого и сверхвысо-
кого напряжения. Кроме того, здесь
описана технология переработки со-
временных СПЭ компаундов, включая
необходимость измерения количества
побочных продуктов, оставшихся по-
сле дегазации.
Введение
Эволюция кабелей берет свое
начало с 19 века, а технология их
производства несколько раз пре-
терпела существенные изменения.
Кабели, предназначенные для напря-
жения выше 100 кВ, были разработаны
в 1930-х годах, а система изоляции в
то время была основана на спрессо-
ванной, пропитанной маслом бумаге.
Данная технология была основой для
последующей эволюции кабелей для
напряжений до 500 кВ на протяжении
почти 40 лет.
Изобретение полиэтилена послу-
жило началом для разработки кабелей
с полимерной изоляцией. Начав с при-
менения ПЭ для кабелей низкого на-
пряжения, процесс повышения рабоче-
го напряжения шел довольно быстро, и
период времени, который потребовал-
ся, чтобы достичь напряжения в 500 кВ,
был относительно коротким — с конца
1960-х до конца 1980-х. Изобретение
сшитого полиэтилена (СПЭ) послужи-
ло мощным толчком в развитии техно-
логии, поскольку данный тип изоляци-
онной системы позволяет производить
более экономичные (с более высокой
рабочей температурой) кабели.
Один из ключевых элементов в тех-
нологической эволюции — это разра-
ботка компаундов и технологий произ-
водства кабеля, связанных с системой
обеспечения качества, а также мето-
дик и систем контроля качества.
Проекты
Переход на СПЭ для изоляции кабе-
лей высокого напряжения до 150-200 кВ
сегодня становится повсеместным.
Доля смонтированных кабелей с изоля-
цией из СПЭ в этом сегменте в период с
2001 по 2006 год составила более 90%.
Для более высоких напряжений СПЭ
также становится наиболее предпочти-
тельным типом изоляции. Это видно по
большому количеству проектов по про-
кладке СПЭ кабелей сверхвысокого на-
пряжения во всем мире.
Производство компаунда
Полиэтилен производится с ис-
пользованием различных технологий
полимеризации этилена. Для изоляции
кабелей высокого и сверхвысокого на-
пряжения основой является полиэтилен
низкой плотности (ПЭНП), произво-
димый по так называемой технологии
высокого давления. Поскольку ключе-
вым требованием для таких материа-
лов является высокая степень чистоты,
предпочтительно использование так
называемого тубулярного реактора
(реактора вытеснения). Данная техно-
логия позволяет придавать полиэтиле-
ну широкий спектр требуемых характе-
ристик в сочетании с высокой степенью
чистоты продукта. Другой тип реактора,
автоклавного типа (реактор смешения),
имеет вращающиеся лопатки внутри
сосуда, что повышает вероятность по-
падания включений от вращающихся
частей. По этой причине реакторы ав-
токлавного типа не используются для
производства СПЭ компаундов для вы-
сокого и сверхвысокого напряжения.
Для получения СПЭ изоляционного
компаунда с требуемыми характери-
стиками и степенью чистоты, добавка
присадок, таких как стабилизаторы и
пероксид для сшивки, осуществляется
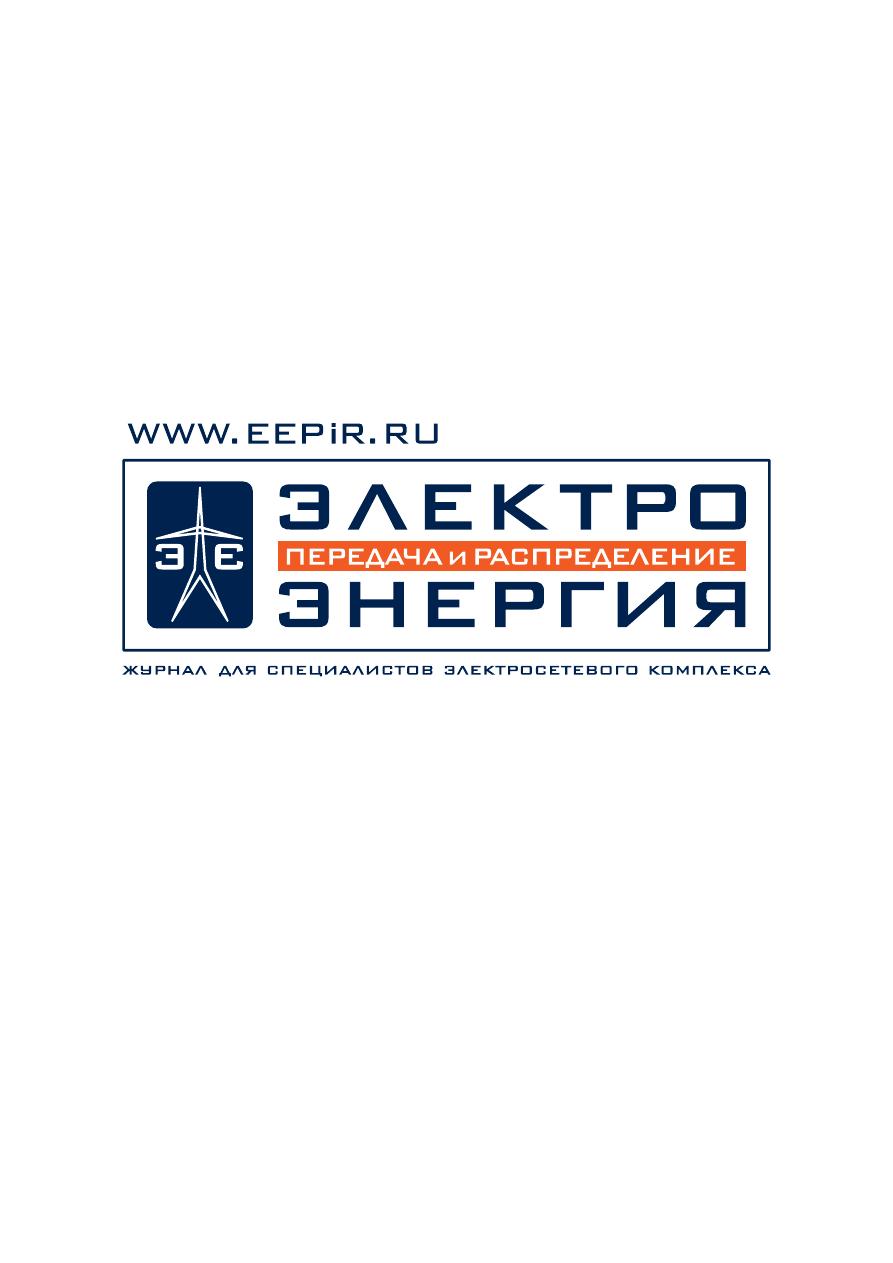
Таблица 1. Некоторые проекты кабельных линий
высокого и сверхвысокого напряжения
Название проекта
Сечение
жилы, мм
2
Напряжение,
кВ
Протяжен-
ность, км
Начало экс-
плуатации
PUB, Russia
1000
220
168
1995
Powergrid, Сингапур
2000
245
58
1997
Copenhagen 1&2, Дания
1600
400
108
1997—1999
Berlin 1 &2, Германия
1600
400
63
1998—2000
Dublin, Ирландия
1600
220
40
2000
Madrid, Испания
2000
220
8
2001
Dachaoshan, Китай
800
525
7
2001
Тайвань
2500
345
64
2003
Seoul, Южная корея
2000
345
66
2003
London Project, Великобритания
2500
400
60
2004
Madrid Airport, Испания
2500
400
90
2004
Aarhus-Arlborg, Дания
1200
400
15
2004
Rotterdam, Нидерланды
1600
400
12
2005
Zhengzhou City, Китай
800
220
8
2005
Бурейская ГЭС, Россия
800
500
2,5
2005
Vienna, Австрия
1200
380
32
2006
Milan, Италия
2000
400
13
2006
Istanbul, Турция
2000
380
27,9
2008
Porce III Колумбия
800
500
5,4
2010
ÏÎËÈÌÅÐÍÛÅ ÌÀÒÅÐÈÀËÛ
«КАБЕЛЬ-news», март 2010
70
Доклад на конференции
ÏÎËÈÌÅÐÍÛÅ ÌÀÒÅÐÈÀËÛ
только после стадии полимеризации.
Данный процесс интегрирован в абсо-
лютно закрытую систему, обеспечива-
ющую требуемую степень чистоты.
Все части производственного обо-
рудования тщательно отобраны и скон-
струированы, а управление производ-
ственным процессом осуществляют
подготовленные специалисты.
Не менее важно наличие обучен-
ного сервисного персонала, осущест-
вляющего обслуживание и ремонт обо-
рудования.
Качество
Система обеспечения качества.
Наличие совершенной системы обе-
спечения качества на основе обще-
признанных стандартов, таких как
ISO 9000, является необходимым усло-
вием организации любого современ-
ного производства. Хорошая система
обеспечения качества — это эффек-
тивный инструмент организации дея-
тельности, где наиболее критичные
операции тщательно спланированы,
выполнены и отслежены. Это также га-
рантирует постоянный процесс совер-
шенствования производства.
Эволюция стандарта привела к тес-
ной интеграции участников цепочки
поставщиков, а также необходимости
наличия системы обеспечения каче-
ства на каждом этапе. Цель — надеж-
ность поставок соответствующего сы-
рья и услуг по всей производственной
цепочке.
Контроль качества.
Процедуры
контроля качества для СПЭ-ком-
паундов претерпели значительные
усовершенствования с начала произ-
водства первого поколения изоляци-
онного материала Superclean и полу-
проводящего материала Supersmooth.
В 1970-х контроль степени чистоты и
гладкости поверхности были полно-
стью ручными операциями, основан-
ными на визуальной проверке пленки,
экструдированной из пробы материала
исследуемой промышленной партии.
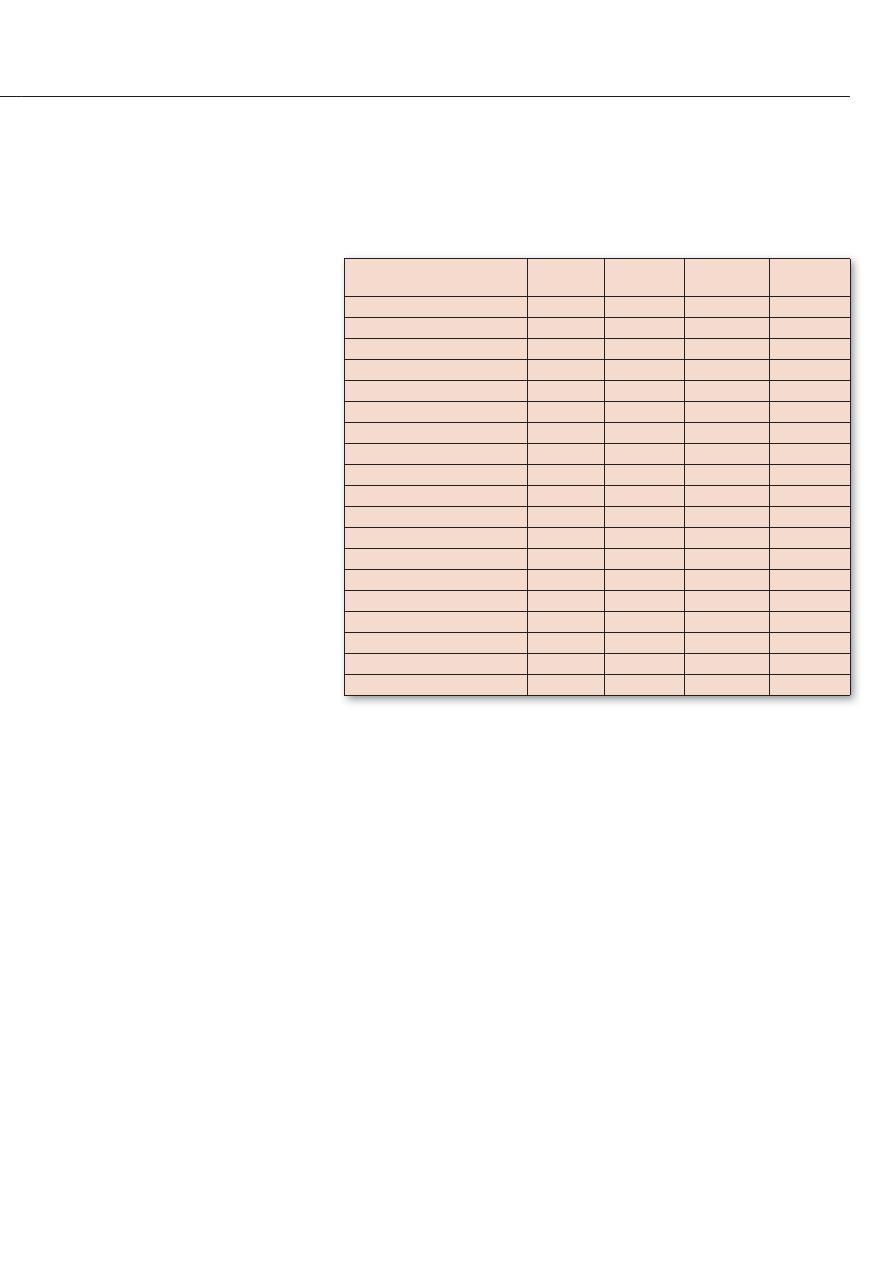
На сегодняшний день специальные
автоматические устройства работают
в режиме «онлайн» и осуществляют
непрерывный контроль таких важных
свойств материалов, как степень чи-
стоты и гладкость поверхности.
Минимальный определяемый раз-
мер включений с тех пор был уменьшен
со 120 мкм до примерно 20 мкм, т.е. до
размера, невидимого невооруженным
глазом. Соответственно стало возмож-
ным последовательное повышение
чистоты конечного продукта. Для ма-
териалов с самыми высокими требо-
ваниями гарантируется минимальное
количество посторонних включений
размером до 50 мкм, что указывается
в спецификации.
Вместе с эволюцией чистоты изоля-
ционных компаундов, росло качество
полупроводящих материалов. Процесс
компаундирования постоянно совер-
шенствуется путем внедрения авто-
матических устройств непрерывного
контроля качества. Использование
ацетиленовой сажи дало возможность
улучшить гладкость до так называемо-
19
85
19
86
19
8
7
198
8
198
9
19
90
19
91
19
92
199
3
19
94
1
99
5
19
9
6
19
97
199
8
199
9
2
00
0
2001 20
0
2
20
03
200
4
20
05
2006 20
07
Относительное содержание примесей >100 мкм
Рис. 1. Автоматический
контроль чистоты
Рис. 2. Эволюция степени чистоты для СПЭ
«КАБЕЛЬ-news», март 2010
71
Доклад на конференции
го SupersmoothTM уровня или уровня с
улучшенными характеристиками.
Производство кабеля
При производстве кабелей с изо-
ляцией из СПЭ для высокого и сверх-
высокого напряжения используется
сухая вулканизация и технология трой-
ной экструзии. Сухая вулканизация
означает, что сшивка происходит в
среде, свободной от влаги, что гаран-
тирует отсутствие влаги и пузырьков в
изоляции. Для производства крупных
кабелей, как правило, используют-
ся вертикальные линии непрерывной
вулканизации, где проще обеспечить
минимальный эксцентриситет при
больших сечениях жилы и с большой
толщиной изоляции.
Тройная экструзия означает, что
все три слоя накладываются на жилу
одновременно, в общей экструзионной
головке. Это обеспечивает гладкую
поверхность на границах между изо-
ляционным слоем и полупроводящими
слоями, что является крайне важным
аспектом. Чтобы гарантировать наи-
лучшую границу раздела, предпочти-
тельно использовать сверхгладкий по-
лупроводящий компаунд, особенно для
кабелей сверхвысокого напряжения.
Правильная организация произ-
водственного процесса важна как для
обеспечения экономической эффек-
тивности кабельного производства,
так и для гарантии высочайшего ка-
чества готовой продукции. Одним из
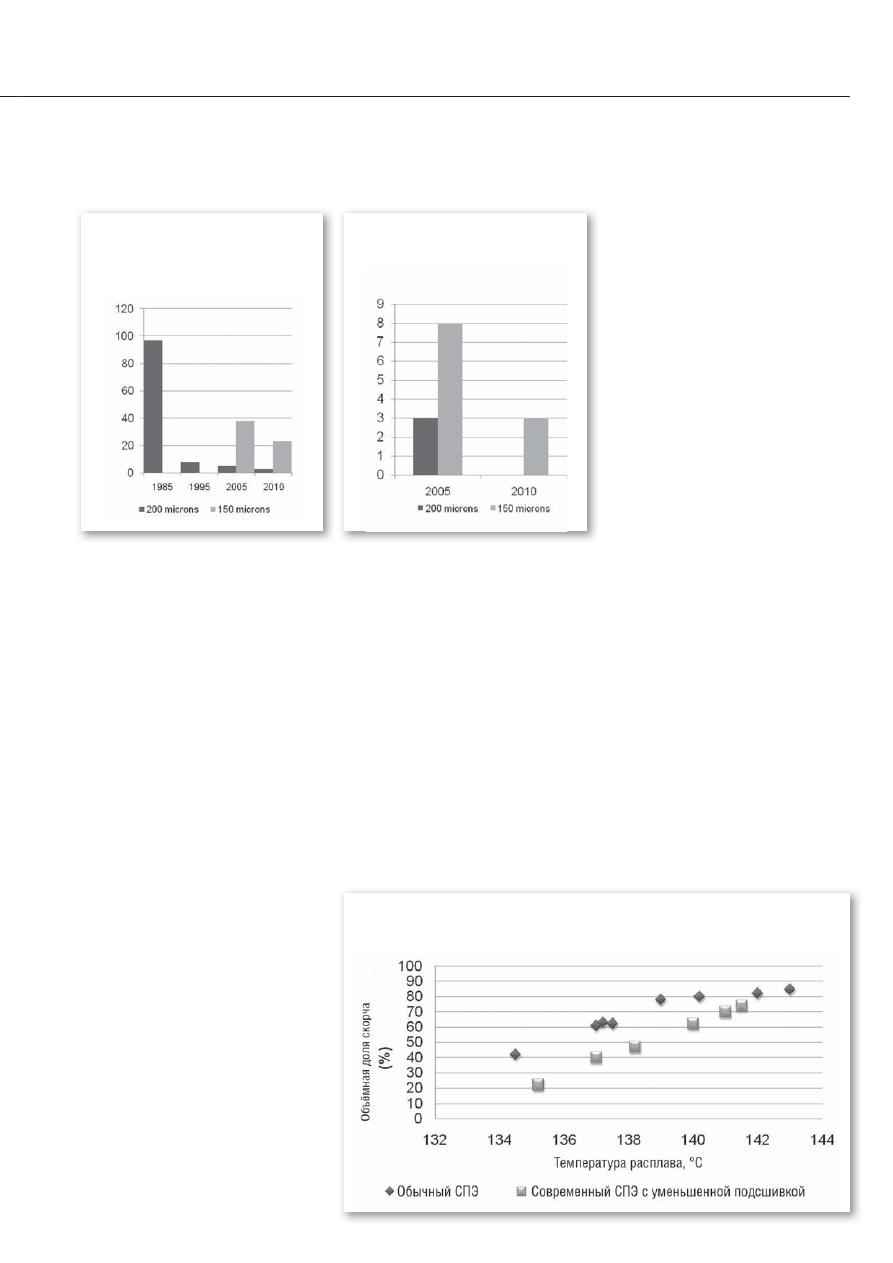
хорошо известных ограничивающих
факторов при экструзии СПЭ являет-
ся эффект преждевременной сшивки
(подсшивки) материала в экструдере.
В целях предотвращения попадания
подсшитого материала (скорча) из
экструдера в кабельную изоляцию не-
обходимо производить периодическую
чистку оборудования. Однако, данная
операция ограничивает максимально
возможную длину кабеля и снижает
общую эффективность производства,
повышая затраты.
Новые разработки в области СПЭ
компаундов были направлены на сни-
жение риска подсшивки полиэтилена
в экструдере.
Дегазация
Дегазация изолированной жилы
является важной частью процесса
производства кабелей высокого и
сверхвысокого напряжения. Это от-
дельный этап, при котором барабан
с кабельной заготовкой помещается
в нагретую дегазационную камеру и
выдерживается в ней в течение про-
должительного времени. Целью явля-
ется вывод всех газообразных компо-
нентов из изоляции. Эти компоненты
образуются в процессе сшивки, где в
качестве сшивающего агента исполь-
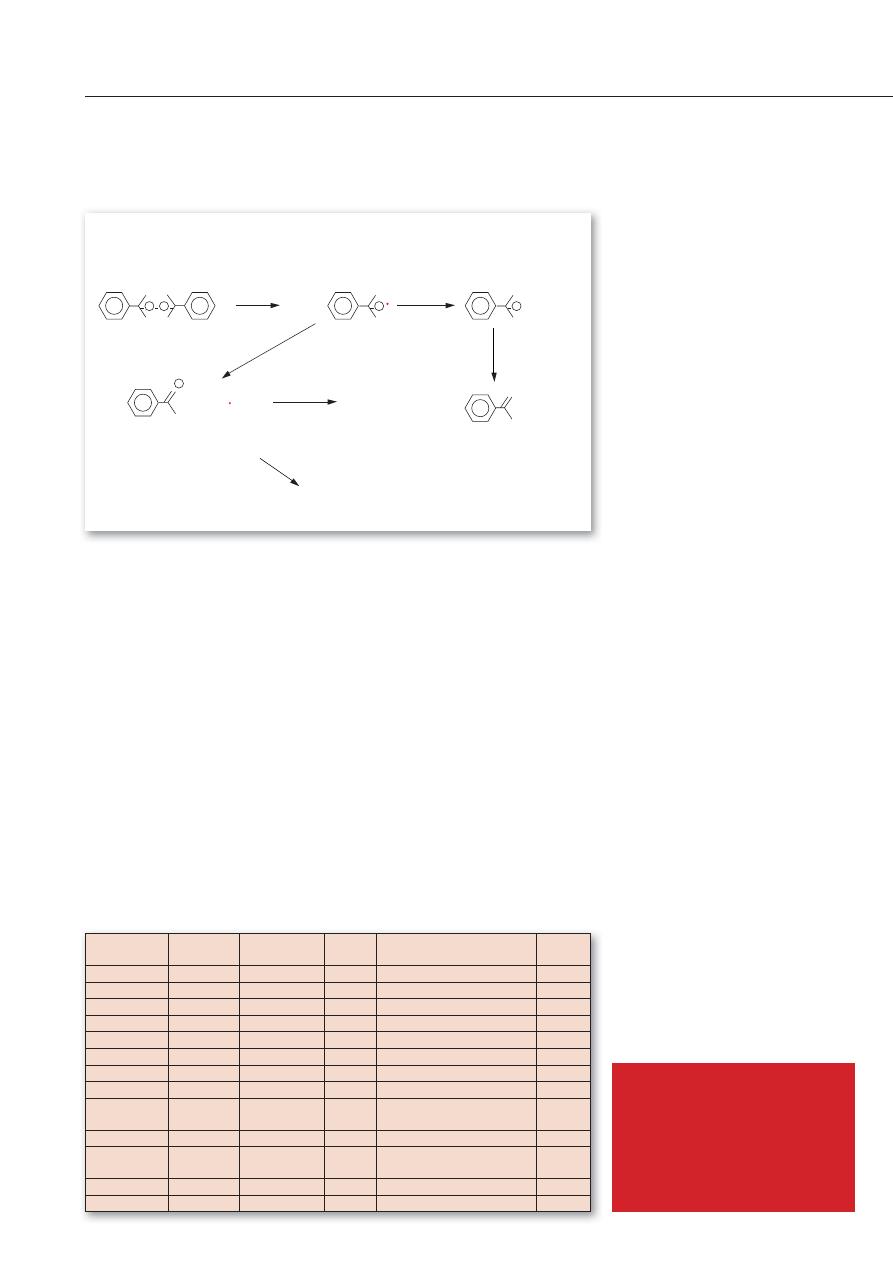
зуется перекись дикумила. Основные
побочные продукты, образующиеся в
процессе реакции сшивки, это метан,
ацетофенон и кумиловый спирт.
Наиболее важно снижение содер-
жания метана, т.к. данное вещество
является пожароопасным и может по-
служить причиной взрыва. Кроме того,
ÏÎËÈÌÅÐÍÛÅ ÌÀÒÅÐÈÀËÛ
Рис. 5. «Carrot scorch test» показывает меньший риск подсшивки для современных
СПЭ компаундов
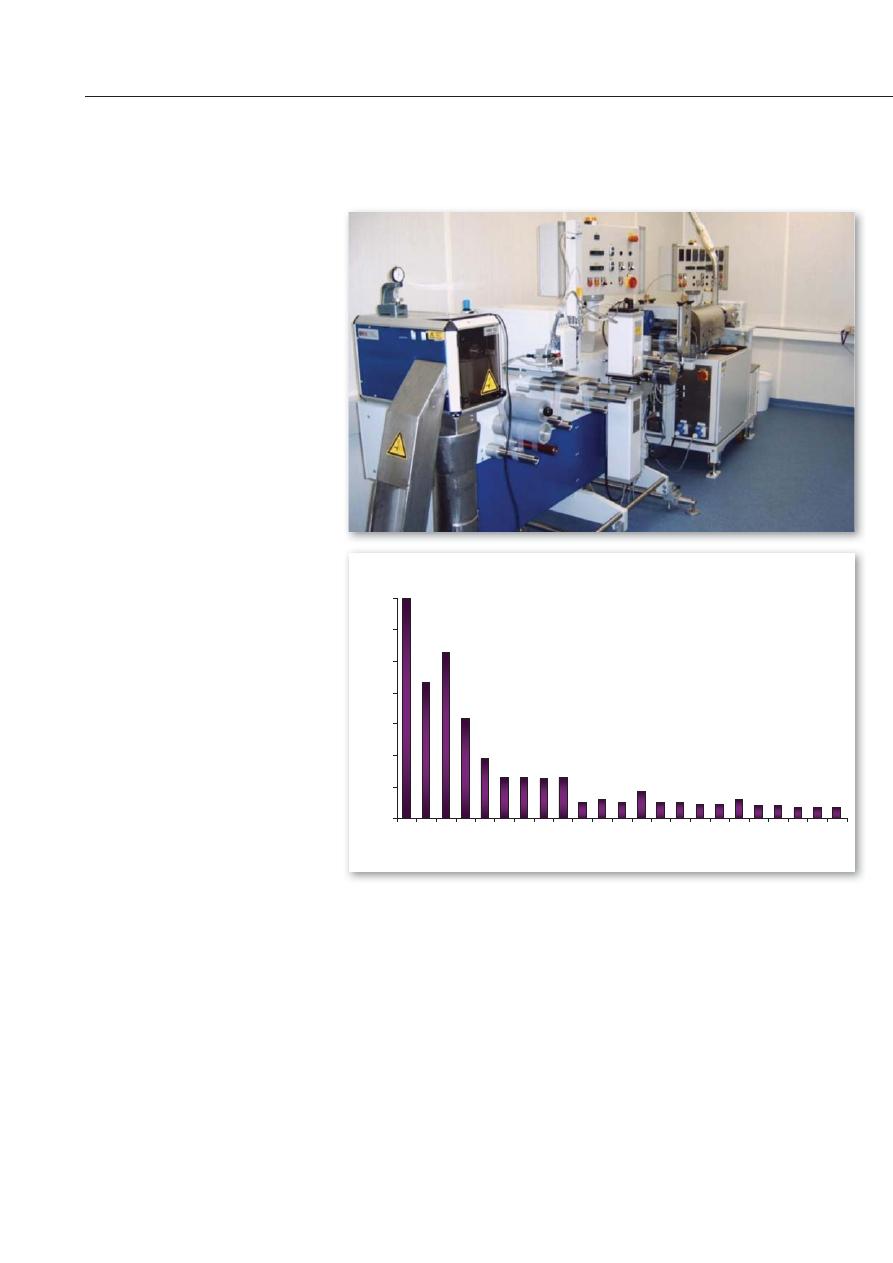
Рис. 3: Повышение степени гладкости
стандартных полупроводящих ком-
паундов (количество поверхностных
дефектов на экструдированной ленте)
Рис. 4. Повышение степени гладкости
улучшенных полупроводящих компа-
ундов (количество поверхностных де-
фектов на экструдированной ленте)
«КАБЕЛЬ-news», март 2010
72
Доклад на конференции
ÏÎËÈÌÅÐÍÛÅ ÌÀÒÅÐÈÀËÛ
метан может создавать повышенное
внутреннее давление в бронированном
кабеле. Данное избыточное давление
может послужить причиной выхода из
строя кабельной арматуры.
При разработке новых изоляцион-
ных компаундов на основе СПЭ уда-
лось значительно снизить необходимую
концентрацию перекиси дикумила, а
следовательно, уменьшить время, не-
обходимое для дегазации.
Новые области применения
Успешное внедрение СПЭ для ка-
белей высокого и сверхвысокого на-
пряжения для переменного тока созда-
ет основу для качественного прорыва в
области постоянного тока (HVDC).
Традиционно кабели высокого на-
пряжения постоянного тока (HVDC) изо-
лируются бумагой. Однако это доста-
точно трудоемкий и затратный метод.
Привязываясь к разработкам новых AC/
DC конверторов, так называемых кон-
верторов источника напряжения, были
разработаны кабели постоянного тока
высокого напряжения с полимерной
изоляцией на основе СПЭ.
Уже более 10 лет в промышленной
эксплуатации находится кабельная ли-
ния высокого напряжения постоянного
тока. В настоящее время готовы к за-
пуску новые системы на базе кабелей
на 320 кВ и мощностью более 1000.
Известно, что кабельные линии
высокого напряжения переменного
тока не могут использоваться на рас-
стояниях свыше 100 км. Вследствие
этого системы постоянного тока
становятся более интересными для
передачи энергии на большие рас-
стояния при подземной и подводной
прокладке.
Заключение
Разработка, производство и эф-
фективное использование высоко-
качественных СПЭ-компаундов для
кабелей высокого и сверхвысокого на-
пряжения требует наличия:
•
Сверхчистые изоляционные и
гладкие полупроводящие компаунды
•
Система обеспечения и кон-
троля качества
•
Современные технологии про-
изводства кабеля
•
Изоляционные и полупрово-
дящие компаунды с уменьшенным рис-
ком подсшивки
• Экономически
эффективное
производство кабеля с использовани-
ем компаундов, требующих наимень-
шего времени для дегазации,
•
Специальные СПЭ компаун-
ды для кабелей высокого напряжения
постоянного тока с экструдированной
изоляцией становятся новым решени-
ем для передачи энергии на большие
расстояния.
н
+
2
CH
3
CH
4
C
2
H
6
DiCumyl Peroxide
Cumyloxy Radical
a,a-Dimethyl
Benzyl Alcohol
(DMBA)
Acetophenone
Methyl
Radical
+ Methyl
Radical
Heat
beta
Cleavage
Hydrogen
Abstraction
Hydrogen
Abstraction
Acid
Catalyzed
Dehydration
a-Methyl
Styrene
(AMS)
Methane
Ethane
Рис. 6. Реакция декомпозиции перекиси дикумила
Таблица 2. Основные проекты с использованием кабелей
высокого напряжения постоянного тока
Проект
Мощность,
МВт
Напряжение,
кВ
Длина,
км
Применение
Год
заказа
Hellsön
3
10
Тестовая линия
1994
Gotland
50
10
70
Подземный/Ветряной
1997
Tjäreborg
4
Ветряной
1998
Directlink
3x60
80
65
Подземный
1998
Eagle pass
35
B-t-B
1999
Cross sound
330
150
40
Подземный /Reliability
2000
Murray link
220
150
180
Подземный
2000
Troll
2x40
80
70
Off shore
2002
Estlink
350
150
100
Подземный+ Подводный/
Reliability
2005
Valhall
80
80
250
Оффшорный
2005
Troll II
Feed study
2x40
80
70
Оффшорный
2006
Штокман, ТЭО
Оффшорный, Подводный
2006
Bard, Study
350
150
200
Оффшорный, Ветряной
2006
Представительство
«Бореалис АГ, Австрия» в РФ
Адрес: 123610, Россия, Москва,
Краснопресненская наб., 12, 6-й
подъезд, оф. 420
Тел.: (495) 258-18-95/97
Факс: (495) 258-18-96
www.borealisgroup.com
Оригинал статьи: Разработка, производство и использование высококачественных СПЭ-компаундов для кабелей высокого и сверхвысокого напряжения
Спрос на кабели высокого и сверхвысокого напряжения с изоляцией из сшитого полиэтилена (СПЭ) стабильно растет. Это связано с необходимостью строительства новых и модернизации уже существующих систем передачи электроэнергии. Рост городов приводит к сокращению площади землеотводов под воздушные линии электропередачи (ЛЭП). Кроме того, экологические аспекты, связанные с электромагнитным излучением воздушных ЛЭП, вызывают общественное противодействие прокладке новых линий. В этих условиях альтернативное решение в виде подземных кабельных линий становится все более предпочтительным.







