«КАБЕЛЬ-news», № 2, 2011, www.kabel-news.ru
71
У
жесточение требований к качеству харак-
терно для любых типов телекоммуникаци-
онных кабелей. Тенденция к передаче воз-
растающих объёмов данных является дви-
жущим фактором в области высокочастотных кабе-
лей для компьютерных сетей. Этот факт прекрасно
иллюстрируется постоянно обновляющимися стан-
дартами на кабели для передачи данных, известных
как «категории» (см. ISO/IEC 11801 [1]).
Характеристики таких кабелей существенно за-
висят от их однородности по длине. Изменения
структуры кабеля (например, флуктуации геометрии
или изменения диэлектрической постоянной мате-
риала изоляции) будут вызывать появление отраже-
ний высокочастотного сигнала, проходящего по ка-
белю. Связь между величиной сигнала, отражаемой
в направлении источника, обычно называют воз-
вратными потерями (или потерями на отражение).
Поскольку причиной отражений являются неодно-
родности в структуре кабеля, то термин «структур-
ные возвратные потери» (SRL) является общеприня-
тым. SRL определяется следующим образом:
SRL = 20 log
10
(U
отраж.
/ U
сигн
).
Обычно SRL для кабелей представляются в виде
графиков зависимости SRL от частоты сигнала.
В настоящее время соответствие изготовленных ка-
белей требованиям к SRL определяется измерения-
ми на готовых изделиях. Используя сетевой анализа-
тор, производят так называемое свип-тестирование
изготовленных кабелей. Однако такие исследова-
ния осуществляются в конце производственного
процесса, что часто приводит к снижению категории
продукции или увеличению объёма отходов произ-
водства.
В этой связи весьма желательно иметь возмож-
ность выявлять отклонения SRL от заданной вели-
чины на ранних стадиях производственного процес-
са (прогнозирование характеристик готового кабе-
ля). Такая процедура обеспечивает изготовителю
существенное сокращение временных и материаль-
ных затрат и, следовательно, повышение произво-
дительности.
Изложенное выше привело к необходимости раз-
работки более совершенной технологии мониторин-
га и анализа параметров кабеля на ранних стадиях
производственного процесса.
ПЕРИОДИЧЕСКИЕ НЕОДНОРОДНОСТИ
ЯВЛЯЮТСЯ КРИТИЧЕСКИМИ
Изготовление кабелей, которые соответствуют
категориям САТ-5, 6, 7 и новым стандартам САТ-8,
требует высокой точности производственных про-
цессов и предельно малых допусков и высокой од-
нородности параметров изолированных токопрово-
дящих жил. Во время экструзии такие параметры,
как диаметр проводника, внешний диаметр по изо-
ляции, эксцентричность изоляции, толщина изоля-
ции и электрическая ёмкость, должны быть близки
к своему среднему значению при их кратковремен-
ных флуктуациях. Последнее особенно важно с точ-
ки зрения возвратных потерь.
Влияние случайно распределённых малых изме-
нений диаметра или эксцентриситета, так же как и
малые изменения ёмкости, обычно слишком незна-
чительно, чтобы приниматься во внимание. Однако
если эти неоднородности периодически расположе-
ны по длине изолированной жилы (и как следствие —
витой пары) на расстояниях нескольких десятков ме-
тров, то эффект сложения (интерференция) отраже-
ний от них приводит к появлению значительных пи-
Производство
высококачественных
кабелей с витыми парами
для передачи данных
Др. Вернер БЛОМ, СИКОРА AГ, Германия
Производство
ÎÁÎÐÓÄÎÂÀÍÈÅ
«КАБЕЛЬ-news», № 2, 2011, www.kabel-news.ru
72
и/или эксцентриситет, должны постоянно контро-
лироваться и управляться. Это может быть сдела-
но в непрерывном режиме, например, на основе из-
мерения данных в режиме реального времени, для
чего в ходе производственного процесса вычисля-
ется прогнозируемый SRL. Ключом этого метода
прогнозирования является онлайн-декомпозиция
полученных в результате измерения параметров
кабеля с помощью метода быстрого преобразова-
ния Фурье [2].
ПРЕДСКАЗАНИЕ SRL: КАКАЯ
ЧУВСТВИТЕЛЬНОСТЬ НЕОБХОДИМА?
Вычисление прогнозируемого SRL во время про-
цесса экструзии сердечника является распростра-
нённым он-лайн-методом анализа для коаксиальных
кабелей [3, 4].
Однако применение этого метода для оценки па-
раметров кабелей с витыми парами для переда-
чи данных не так просто, как это может показать-
ся. Причиной этого является тот факт, что вначале
экструдируется изоляция на токопроводящие жилы.
Из этих жил затем скручиваются пары (обычно на-
зываемые витыми парами. —
Прим. ред.
). А не-
сколько таких пар в свою очередь скручиваются в
сердечник кабеля, и таким образом получается ка-
бель с витыми парами [5]. Поведение SRL зависит в
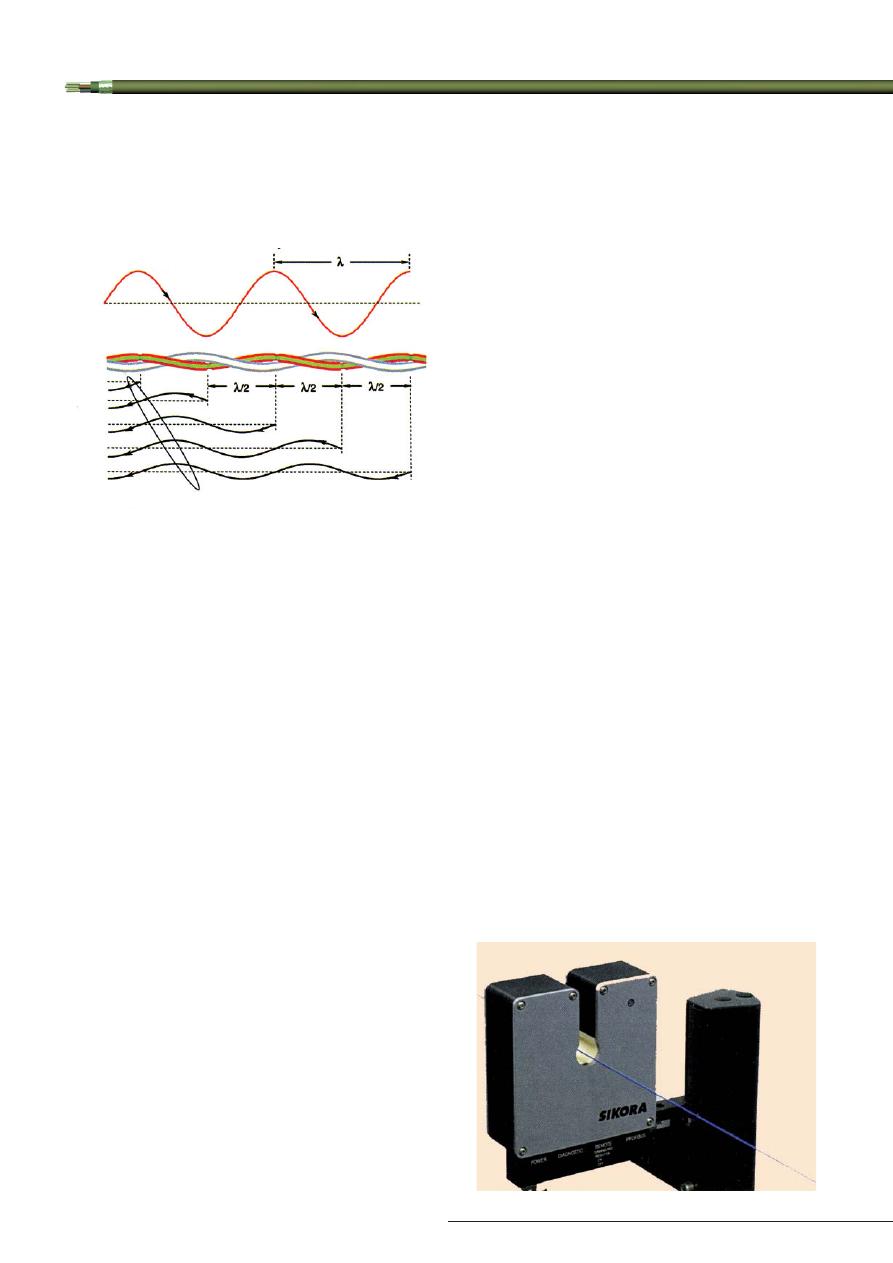
основном от геометрии витой пары. Измерение пер-
вичного провода (изолированной токопроводящей
жилы) показано на рис. 2. Это измерение не позво-
лит непосредственно определять значение расстоя-
ния между осями жил в паре. Однако, как видно на
рис. 3, если предположить, что одна жила не име-
ет дефектов, то можно оценить изменение рассто-
яния между осями жил
D/2 на основании измене-
ния диаметра другой жилы
D. Следовательно, бу-
дет измеряться не ёмкость между обоими жилами
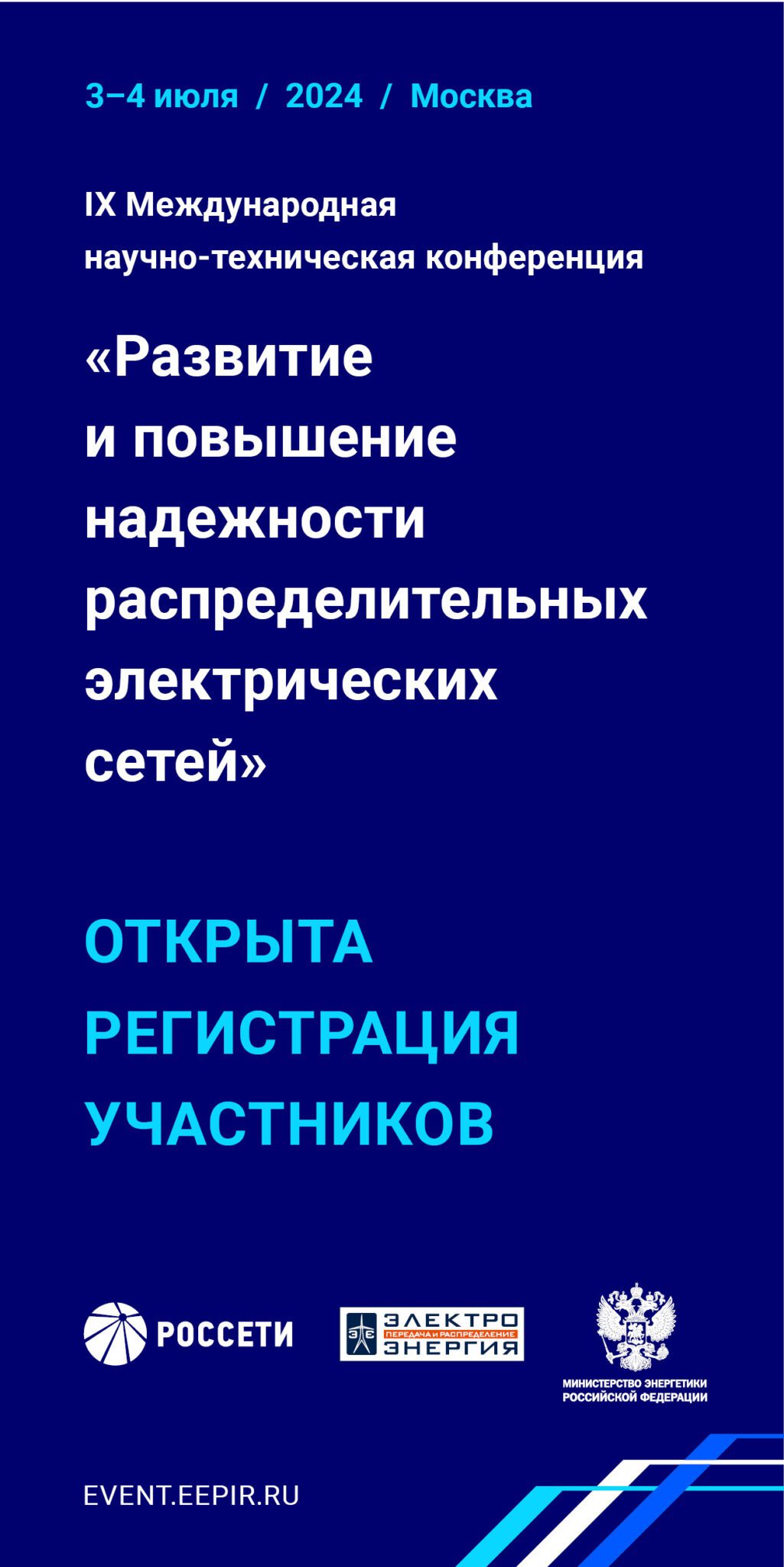
ков в возвратных потерях. Эти пики появляются на
частотах сигнала, связанных с длиной волны, кото-
рая равна удвоенному расстоянию между дефекта-
ми (неоднородностями). Как показано на рис. 1, все
отражения сигналов, вызванные индивидуальны-
ми дефектами, совпадают по фазе, и в этом случае
они суммируются на передающем конце кабеля. Как
следствие, в цифровых каналах передачи могут на-
блюдаться потери важных данных.
Периодически возникающие изменения параме-
тров кабеля могут появляться из-за различных нере-
гулярно возникающих факторов, таких, как «пульса-
ция» экструдера, вибрация кабеля, циклические из-
менения скорости, периодические неравномерности
предварительного нагрева проводника, деформа-
ции изоляции, вызываемые вращением компонен-
тов и/или центробежными силами, а также нерав-
номерным характером процесса образования пар/
скрутки (например, флуктуациями усилий натяже-
ния).
Для производства современных кабелей с виты-
ми парами для передачи данных характерны весь-
ма жёсткие требования к производственному про-
цессу и, следовательно, к измерениям и техноло-
гии контроля. Для того чтобы оптимизировать ка-
чество кабеля и минимизировать объём бракован-
ной продукции, крайне необходимо выявлять воз-
никновение периодических неоднородностей в про-
цессе производства насколько это возможно. Соот-
ветственно, требуется адекватное измерительное
оборудование, обладающее специальными инте-
грированными функциональными возможностями,
которые обеспечивают решение задач контроля и
измерений при обычно быстрых флуктуациях неод-
нородностей, возникающих из-за высокой скорости
работы производственной линии. Сведения о та-
ких параметрах, как ёмкость, диаметр, овальность
Рис. 2. Измерение диаметра во время процесса
экструзии провода с использованием калибра
LASER 2010 XY
Направление движения сигнала
Части сигнала, отраженные дефектами в геометрии кабеля
Рис. 1. Случай резонанса при расстоянии
между дефектами кабеля, равном половине
длины волны
Производство
ÎÁÎÐÓÄÎÂÀÍÈÅ
«КАБЕЛЬ-news», № 2, 2011, www.kabel-news.ru
73
пары во время процесса экструзии первичного про-
вода, а коаксиальная ёмкость первичного прово-
да. Для преобразования этой коаксиальной ёмко-
сти в ёмкость между двумя проводами необходи-
мо допустить, что и другой провод также не имеет
дефектов.
Используемое в производственной линии он-
лайн измерительное оборудование должно позво-
лять осуществлять надёжное обнаружение перио-
дических флуктуаций, которые приводят к тому, что
уровни SRL достигают значений, близких к критиче-
скому пределу. Результаты измерений кабеля с ви-
тыми парами длиной 100 м представлены в табл. 1,
2 и 3. Они основаны на предельно допустимом зна-
чении SRL, равном -23 дБ (что соответствует 7% от
уровня отражённого сигнала).
Максимально допустимые значения амплитуд пе-
риодических флуктуаций диаметра первичных про-
водов кабелей категорий САТ-6 и САТ-7 для частот
сигнала от 10 до 600 МГц приведены в табл. 1. Диа-
метр измерительной головки должен позволять об-
наруживать изменения внешнего диаметра мень-
ше, чем в 1 мкм. Поскольку должны обнаруживать-
ся весьма быстрые флуктуации, измерительная го-
ловка должна обладать именно такой чувствитель-
ностью не только для измерения усреднённых значе-
ний, но и для однократных измерений диаметра.
В табл. 2 показаны максимально допустимые
амплитуды периодических изменений эксцентриси-
тета изоляции для первичных проводов кабелей ка-
тегорий САТ-6 и САТ-7. Данные в этой таблице по-
казывают, что чувствительность устройства для из-
мерения эксцентриситета должна быть значитель-
но ниже 1 мкм. В этом случае такая чувствитель-
ность должна быть и при однократных изменениях
эксцентриситета.
Устройство для измерения ёмкости должно
определять быстрые изменения значений менее
1 пФ/м. Максимально допустимые амплитуды пе-
риодических флуктуаций коаксиальной ёмкости
первичных проводов кабелей САТ-6 и САТ-7 пред-
ставлены в табл. 3.
Допустимые отклонения от номинальных величин
в табл. 1, 2 и 3 соответствуют предельному значе-
нию SRL = -23 дБ. Если требования к величине SRL
более жёсткие (например, в будущих новых стандар-
тах), то и эти допуски также будут ужесточены соот-
ветственно.
Рис. 3. Общая геометрия двух изолированных
проводов, формирующих витую пару
проводник
изоляция
Табл.1. Максимальные значения амплитуд периодических изменений внешнего
диаметра первичного провода
f, МГц
10
20
100
200
300
600
D, мкм (SRL = -23 дБ)
UTP CAT-6
16,9 (0,66 мм)
11,0
4,8
3,6
3,1
—
UTP CAT-7
16,3 (0,64 мм)
10,4
4,3
3,0
2,5
1,9(0,007 мм)
Табл. 2. Максимальные амплитуды периодических флуктуаций эксцентричности
первичного провода
f , МГц
10
20
100
200
300
600
е, мкм (SRL = -23 дБ)
UTP CAT-6
8,4 (0,33 мм)
5,5
2,4
1,8
1,5
—
UTP CAT-7
8,2 (0,32 мм)
5,2
2,1
1,5
1,2
0,9 (0,03 мм)
Табл. 3. Максимальные амплитуды периодических флуктуаций коаксиальной
ёмкости первичного провода
f , МГц
10
20
100
200
300
600
Δ
С, пФ/м (SRL = -23 дБ)
UTP CAT-6
7,5 (2,3 пФ/фут)
4,9
2,2
1,6
1,4
—
UTP CAT-7
7,3 (2,3 пФ/фут)
4,6
1,9
1,3
1,1
0,8 (0,2 пФ/фут)
Производство
ÎÁÎÐÓÄÎÂÀÍÈÅ

«КАБЕЛЬ-news», № 2, 2011, www.kabel-news.ru
74
ИЗМЕРЕНИЯ
И ПРИНЦИП ПРОГНОЗИРОВАНИЯ SRL
Для контроля качества кабелей в процессе их
производства в компании СИКОРА разработаны
специальные устройства, обеспечивающие необхо-
димые точность измерений, разрешение измеряе-
мой величины и скорость измерений, которые удо-
влетворяют всем требованиям успешного прогно-
зирования величины SRL готового продукта во вре-
мя производства. Эти прогнозные оценки основаны
на спектральном анализе измеряемых параметров
кабеля с использованием быстрого преобразова-
ния Фурье (БПФ). Мощные цифровые процессоры
обработки сигналов являются неотъемлемой ча-
стью измерительных головок этой серии. Благода-
ря большой вычислительной мощности весь циф-
ровой анализатор спектра вместе с вычислителем
SRL размещены внутри измерительной головки ка-
либра (рис. 4).
В этом случае он-лайн-вычисление спектра БПФ
флуктуаций параметров кабеля, а также он-лайн
прогнозный расчёт характеристики SRL полностью
осуществляются на основании измеренных с высо-
кой точностью и разрешением входных данных (ди-
аметр, овальность, эксцентриситет или ёмкость).
Благодаря полной цифровой обработке сигнала не-
посредственно в измерительных головках обеспе-
чивается минимальный уровень шума.
За счёт интегрирования устройства для расчёта
SRL в измерительные головки (например, устрой-
ства для измерения эксцентриситета CENTERVIEW
8000, показанного на рис. 5) у производителя кабе-
ля нет необходимости в размещении и соединении
проводами и кабелями различных устройств (из-
мерительная головка, анализатор спектра, устрой-
ство вычисления SRL и т.п.). Кроме того, устраня-
ется риск искажения сигнала электромагнитными
наводками. Это обеспечивается отсутствием ана-
логовой передачи широкополосных данных, кото-
рые наиболее чувствительны к воздействию посто-
ронних электромагнитных излучений (например, не
используется передача однократных отсчётов на
внешний анализатор спектра).
Как показано на рис. 4, каждое измерительное
устройство компании СИКОРА имеет разнообраз-
ные интерфейсы (среди них, кроме прочего, Profi-
bus, DeviceNet, CANOpen, Ethernet). Используя один
из этих интерфейсов, можно передавать узкополос-
ные цифровые данные БПФ/SRL, например, на цен-
тральный блок контроля и управления производ-
ственной линии.
Визуализация результатов прогнозного вычисле-
ния SRL на дисплее ECOCONTROL 2000 компании
СИКОРА представлена на рис. 6.
ЗАКЛЮЧЕНИЕ
Кабели с витыми парами наилучшим образом
подходят для передачи данных. Функционирование
таких кабелей существенно зависит от однородно-
сти их структуры и количественно характеризуется
величиной структурных возвратных потерь — SRL
(structural return loss). Не-
значительные дефекты,
которые появляются пе-
риодически, оказывают
критическое влияние на
величину SRL и кабеля
в целом.
Следовательно, для из-
готовления кабелей для
передачи данных с витыми
парами необходимы про-
изводственные линии с са-
мым современным изме-
рительным оборудовани-
ем, обладающим больши-
Рис. 5. Комбинированное измерение диаметра
и эксцентричности во время процесса экструзии
провода с использованием калибра
CENTERVIEW 8010
Рис. 4. Анализ с использованием БПФ и вычисление SRL внутри
измерительной головки
к центральному блоку
контроля и отображения
ECOCONTROL 6000 или другой
внешний дисплей (например,
обычный монитор РС)
Profibus, DeviceNet, Ethernet
Аналоговый
измеряемый
сигнал
Измерительная головка
Спект-
ральный
фильтр
А/Ц пре-
образова-
тель
Анализ БПФ
Вычисление
SRL
RS 232
RS 485
Производство
ÎÁÎÐÓÄÎÂÀÍÈÅ

«КАБЕЛЬ-news», № 2, 2011, www.kabel-news.ru
75
ми возможностями анализа. Именно такие возмож-
ности предоставляет быстрое преобразование Фу-
рье измеряемых параметров кабеля. Незначитель-
ные периодические флуктуации параметров кабе-
ля практически не могут быть определены физиче-
скими измерениями, а он-лайн-анализ этих параме-
тров в частотной области позволяет их оценивать
быстро и точно. Кроме того, рассчитанный частот-
ный спектр предоставляет полезную информацию
для определения причин возникновения периодиче-
ских дефектов.
Решающим условием надёжной регистрации пе-
риодических флуктуаций и предотвращения их вли-
яния на конечный продукт является получение дан-
ных о кабеле с высоким разрешением.
Точность измерения диаметра, эксцентриситета и
овальности должна быть не менее 0,2 мкм, и такая
точность измерений должна сохраняться в течение
длительного времени (годами). Следовательно, точ-
ность однократных измерений имеет весьма важное
значение. Каждый индивидуальный замер диаметра,
эксцентриситета или овальности должен осущест-
вляться с максимальной точностью. Любое усредне-
ние однократных отсчётов будет сглаживать и скры-
вать кратковременные флуктуации. При измерени-
ях диаметра, овальности, эксцентриситета в спек-
тре БПФ необходимо иметь разрешающую способ-
ность по амплитуде около 0,2 мкм. Скорость работы
измерительных устройств является ещё одним важ-
ным фактором. Высокая скорость работы линий из-
Рис. 6. Представление результатов вычисления
SRL на дисплее блока ECOCONTROL 2000
компании СИКОРА
Производство
ÎÁÎÐÓÄÎÂÀÍÈÅ
«КАБЕЛЬ-news», № 2, 2011, www.kabel-news.ru
76
готовления кабелей с витыми парами требует скоро-
сти измерения, соответствующей 2 тыс. отсчётов в
секунду. При этом необходимо уделять соответству-
ющее внимание времени экспозиции измерительных
устройств, т.е. времени, необходимому для регистра-
ции информации. Для того чтобы избежать фикса-
ции несуществующих периодических ошибок, кото-
рые могут вызываться, например, вибрациями кабе-
ля, время экспозиции должно быть не более 1 мкс.
Требования к точности измерений, предъявля-
емые к устройствам для измерения ёмкости, так-
же чрезвычайно жёсткие. Точность измерений в
этом случае должна быть не хуже 0,1 пФ/м и долж-
на поддерживаться на этом уровне в течение про-
должительного времени. Каждый отсчёт при одно-
кратном измерении ёмкости должен быть произве-
дён с весьма большой точностью. Любое влияние
качества охлаждающей воды (температура, элек-
тропроводность и т.д.) на результаты измерений не-
допустимо. Для достижения высокой точности од-
нократного отсчёта необходимо иметь разреше-
ние по амплитуде по меньшей мере 0,01 пФ/метр
во всём спектре измерений ёмкости с помощью
БПФ.
Для получения лучших результатов измерения ко-
роткий и длинный измерительные электроды долж-
ны использоваться в одном канале для измерения
ёмкости.
Длинный электрод предназначен для точного из-
мерения средних значений ёмкости, а более корот-
кий (длина не более 10 мм) позволяет осуществлять
достоверные измерения быстрых флуктуаций ёмко-
сти. Измерительный канал с коротким электродом
должен иметь полосу частот приблизительно 2 кГц.
В этом случае возможно получение оценки величи-
ны SRL на частотах до 2 ГГц при скоростях работы
линии вплоть до 3750 м/мин.
Поскольку входные данные, полученные с высо-
кой точностью и высоким разрешением, не искажа-
ются при передаче по электрическим цепям, наибо-
лее достоверные результаты получаются в том слу-
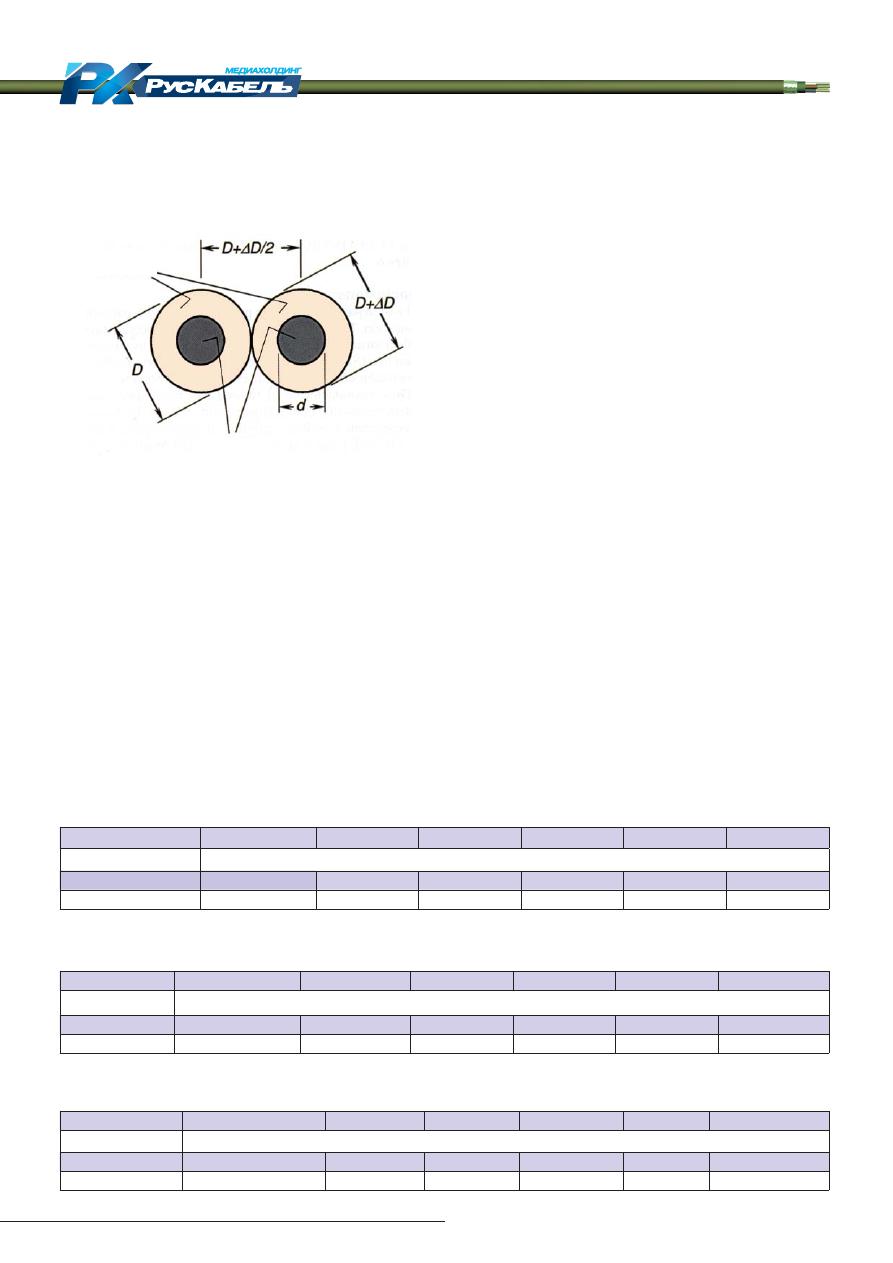
Рис. 7. Оптимизация расхода материала
изоляции за счет периодического уменьшения
флуктуаций диаметра
наружный слой материала
гарантированная толщина покрытия
чае, когда он-лайн-вычисления SRL и процедура
БПФ осуществляются непосредственно внутри спе-
циальной измерительной головки. Обработка сигна-
ла должна осуществляться только цифровыми мето-
дами для минимизации уровня шумов.
Для того чтобы быть на шаг впереди конкурентов,
производителю кабелей для передачи данных необ-
ходимо превосходное качество кабельной продук-
ции, обладающей совершенными передаточными
характеристиками. Кроме того, есть и второе усло-
вие — увеличение скорости производственного про-
цесса, например, за счёт экономии материала изо-
ляции.
С другой стороны, экономия материала возмож-
на за счёт уменьшения объёма отходов производ-
ства, благодаря своевременному обнаружению не-
допустимых значений SRL. Кроме того, как это пока-
зано на рис. 7, возможна дополнительная экономия
материала, если уменьшать периодические флукту-
ации диаметра до минимума, гарантируя при этом
требуемую минимальную толщину изоляционного
покрытия.
В типовой линии для экструзии кабеля с витыми
парами каждый микрон избыточной толщины стенки
изолирующего материала приводит к избыточным
затратам 1,5 тонны этого материала в год.
Таким образом, представленное в настоящей
работе оборудование для измерений и анализа не
только помогает производить высококачественную
кабельную продукцию, но и способствует осущест-
влению производственного процесса наиболее эко-
номичным путём.
ЛИТЕРАТУРА
1. ISO/IEC 11801: 2002, Information technology —
Generic cabling for customer premises.
2. W. Blohm: “On-line Fast Fourier Transform and
structural return loss analysis during cable extrusion”,
Int. IWMA Conf. Wires & Cables Europe, May 26—
28, 1999, Dusseldorf, Germany.
3. J.A. Olszewski and H. Lubars. “Structure return loss
phenomenon in coaxial cables”, Proc. IEEE, vol. 58,
pp. 1036 — 1050, July 1970.
4. r. Mathieu, Y. Peltier and A.J. Ghali, “Structural
return loss performance evaluation of materials and
elements for high quality coaxial cables”, Proc. 25 Int.
Wire & Cable Symposium, Nov. 16-18, 1976, Cherry
Hill, NJ, pp. 82 — 90.
5. H. Huges, “Communication cables — Design,
Manufacture and Installation”. John Wiley, New York,
1997.
Статья опубликована в журнале
«Wire & Cable Technology International»,
March 2010.
Перевод Святослава ЮРЬЕВА
Производство
ÎÁÎÐÓÄÎÂÀÍÈÅ
Оригинал статьи: Производство высококачественных кабелей с витыми парами для передачи данных
Компания СИКОРА АГ разработала оборудование для мониторинга и анализа параметров кабеля на ранних стадиях его производства.