


84
АНАЛИТИКА
СЕТИ РОССИИ
84
к
а
б
е
л
ь
н
ы
е
л
и
н
и
и
кабельные линии
Н
ельзя
забывать
,
что
при
проведении
политики
импортозамещения
необхо
-
димо
не
только
создать
аналог
про
-
дукта
зарубежного
производства
,
но
и
выдержать
все
требования
к
качеству
выпуска
-
емой
продукции
.
Современное
представление
о
качестве
из
-
делий
основано
на
принципе
наиболее
полного
выполнения
требований
и
пожеланий
потреби
-
теля
,
и
этот
принцип
должен
быть
заложен
в
основу
проекта
любого
изделия
.
Как
известно
,
качество
неразрывно
связано
с
технологией
,
что
в
переводе
с
древнегрече
-
ского
означает
искусство
,
мастерство
.
В
широ
-
ком
смысле
слово
«
технология
»
означает
со
-
вокупность
методов
,
процессов
и
материалов
,
используемых
в
производстве
,
а
также
научное
описание
технологии
производства
.
Изготовление
кабеля
на
напряжение
330
кВ
от
-
носится
к
новой
технологии
завода
«
ТАТКАБЕЛЬ
»,
то
есть
к
освоенной
наукоёмкой
технологии
.
В
этой
статье
хотелось
бы
затронуть
некото
-
рые
особенности
технологии
производства
,
ко
-
торые
выполняются
для
обеспечения
качества
кабелей
с
изоляцией
из
сшитого
полиэтилена
на
напряжение
330
кВ
.
Можно
сказать
,
что
надёжность
кабеля
,
его
срок
службы
зависят
от
срока
службы
изоля
-
ционной
системы
.
Поэтому
при
проектирова
-
нии
конструкции
кабеля
на
напряжение
330
кВ
мы
сделали
упор
на
обеспечение
длительной
работы
изоляционной
системы
,
то
есть
на
пре
-
дотвращение
процессов
,
способствующих
де
-
градации
изоляции
.
К
таким
мерам
относятся
:
•
обеспечение
высокой
чистоты
поверхности
токопроводящих
жил
;
•
применение
изоляционных
материалов
высокой
чистоты
и
недопущение
их
загряз
-
нения
в
процессе
производства
;
•
защита
изоляции
от
попадания
влаги
в
про
-
цессе
изготовления
и
эксплуатации
;
•
максимальное
распределение
электриче
-
ского
поля
в
изоляции
и
сведение
к
миниму
-
му
мест
локального
увеличения
электриче
-
ского
поля
;
•
устранение
возможности
миграции
свобод
-
ных
ионов
в
изоляцию
;
•
защита
изоляции
от
механических
воздей
-
ствий
во
время
прокладки
и
эксплуатации
;
•
защита
изоляции
от
негативного
воздей
-
ствия
окружающей
среды
;
•
защита
изоляции
от
пагубного
воздействия
несоответствующих
режимов
работы
во
время
её
эксплуатации
.
Рассмотрим
,
что
реализовано
на
заводе
«
ТАТКАБЕЛЬ
»,
отдельно
по
каждому
элементу
конструкции
кабеля
.
Для
этого
обратим
внима
-
ние
на
конструкцию
кабеля
в
целом
и
на
на
-
значение
отдельных
его
элементов
в
частности
(
рис
. 1).
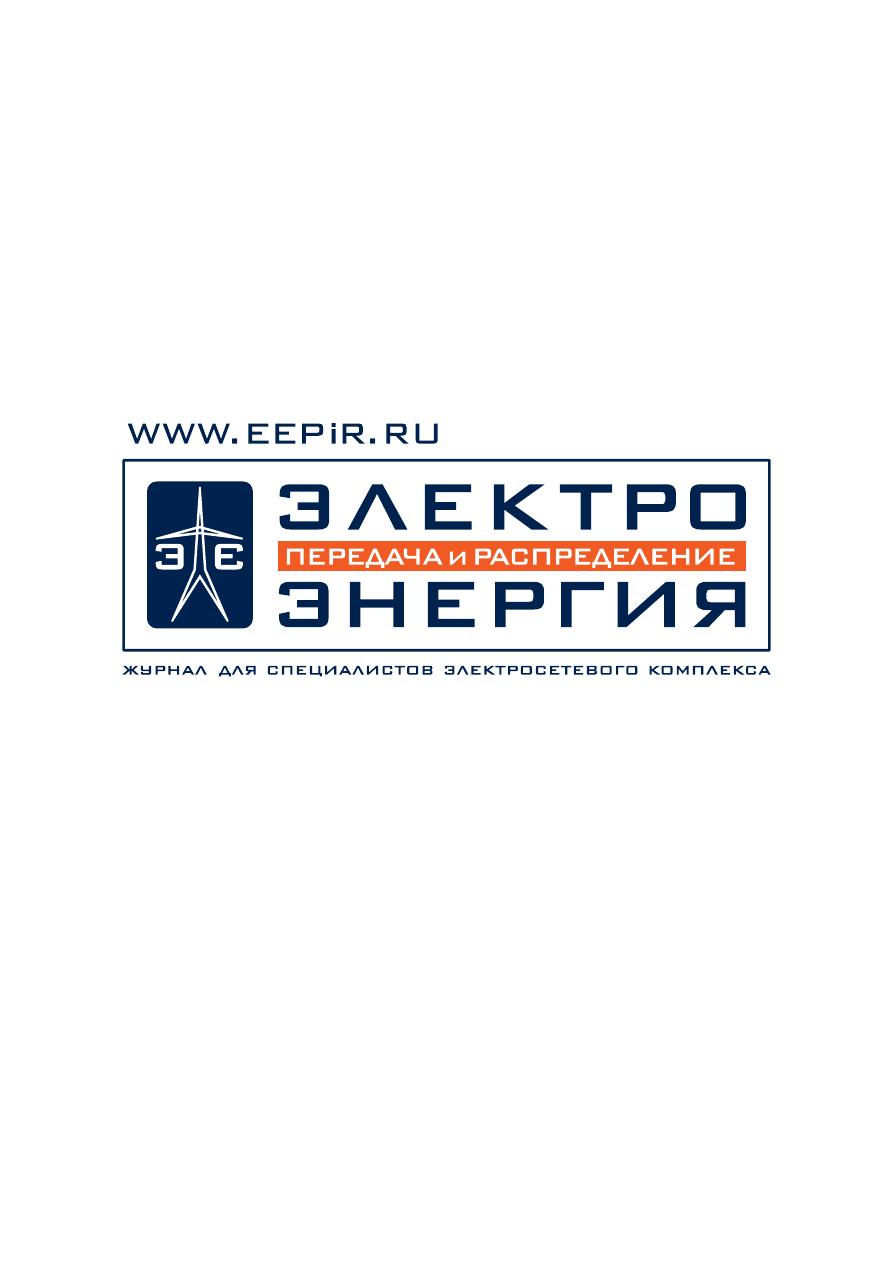
Производство кабеля
на напряжение 330 кВ –
импортозамещение от слов к делу
Для реализации политики импортозамещения в Российской Федерации, в пер-
вую очередь, необходимо освоение производства продукции, востребованной в
критически важных областях, связанных с защитой стратегических интересов
страны, её промышленности и экономики. Одним из таких продуктов является
кабель на напряжение 330 кВ для электросетевой отрасли страны, производство
которого серийно освоил завод «ТАТКАБЕЛЬ».
Анатолий БЕСКОРОВАЙНЫЙ, главный технолог,
Станислав ГРИГОРЬЕВ, руководитель отдела маркетинга,
завод «ТАТКАБЕЛЬ»
Рис
. 1.
Кабель
с
изоляцией
из
сшитого
полиэтилена
на
напряжение
330
кВ
85
№
6 (33) 2015
85
ТОКОПРОВОДЯЩАЯ
ЖИЛА
В
основном
в
высоковольт
-
ных
кабелях
применяют
жилы
двух
типов
:
круглой
многопро
-
волочной
уплотнённой
кон
-
струкции
до
800
мм
² (
рис
. 2)
и
сегментированной
конструкции
от
1000
мм
² (
рис
. 3).
В
обоих
вариантах
обязательным
ус
-
ловием
является
обеспечение
округлости
жилы
в
процессе
её
изготовления
и
сохранение
формы
на
операции
наложе
-
ния
изоляции
.
Для
каждой
конструкции
жилы
эта
задача
решается
по
-
разному
.
Так
для
круглой
жилы
ос
-
новными
параметрами
являют
-
ся
коэффициент
уплотнения
,
кратность
шага
наложения
про
-
волок
и
коэффициент
укладки
проволок
в
повиве
(
слое
про
-
волок
).
1.
Коэффициент
уплотнения
жилы
—
это
отношение
пло
-
щади
металла
в
жиле
ко
всей
площади
жилы
,
вклю
-
чая
пустоты
.
2.
Кратность
шага
—
это
отно
-
шение
длины
шага
скрутки
к
диаметру
окружности
,
на
ко
-
торую
накладывается
повив
проволок
.
3.
Коэффициент
укладки
про
-
волок
выражает
свободное
расстояние
между
проволо
-
ками
в
повиве
до
их
уплот
-
нения
.
Взаимосвязь
этих
параме
-
тров
определяет
стабильность
жилы
в
процессе
производства
и
эксплуатации
кабеля
.
При
неверном
выборе
одно
-
го
или
нескольких
параметров
при
проектировании
жилы
её
конструкция
становится
не
-
устойчивой
,
что
может
приве
-
сти
к
нарушению
конфигурации
и
неравномерному
наложе
-
нию
полупроводящего
слоя
по
жиле
(
рис
. 4),
а
соответственно
и
искривлению
электрического
поля
по
жиле
.
Это
приводит
к
усилению
деградации
изоляции
и
умень
-
шению
срока
службы
кабеля
в
целом
.
На
рис
. 5
изображён
фрагмент
кабеля
с
жилой
и
проводящим
экраном
,
изготов
-
ленным
необходимого
каче
-
ства
.
ПОЛУПРОВОДЯЩИЙ
ЭКРАН
ПО
ЖИЛЕ
И
ИЗОЛЯЦИИ
Назначение
полупроводящего
экрана
—
это
сглаживание
неровностей
на
поверхности
токопроводящей
жилы
,
либо
медного
экрана
и
создание
равномерного
радиального
электрического
поля
в
изоляции
.
Поверхность
полупроводящего
экрана
должна
выполнить
максимальное
сглаживание
электрического
поля
по
всей
поверхности
и
длине
кабеля
.
Распределение
поля
в
кабеле
с
полупроводящим
слоем
и
без
него
схематически
изобра
-
жено
на
рис
. 6.
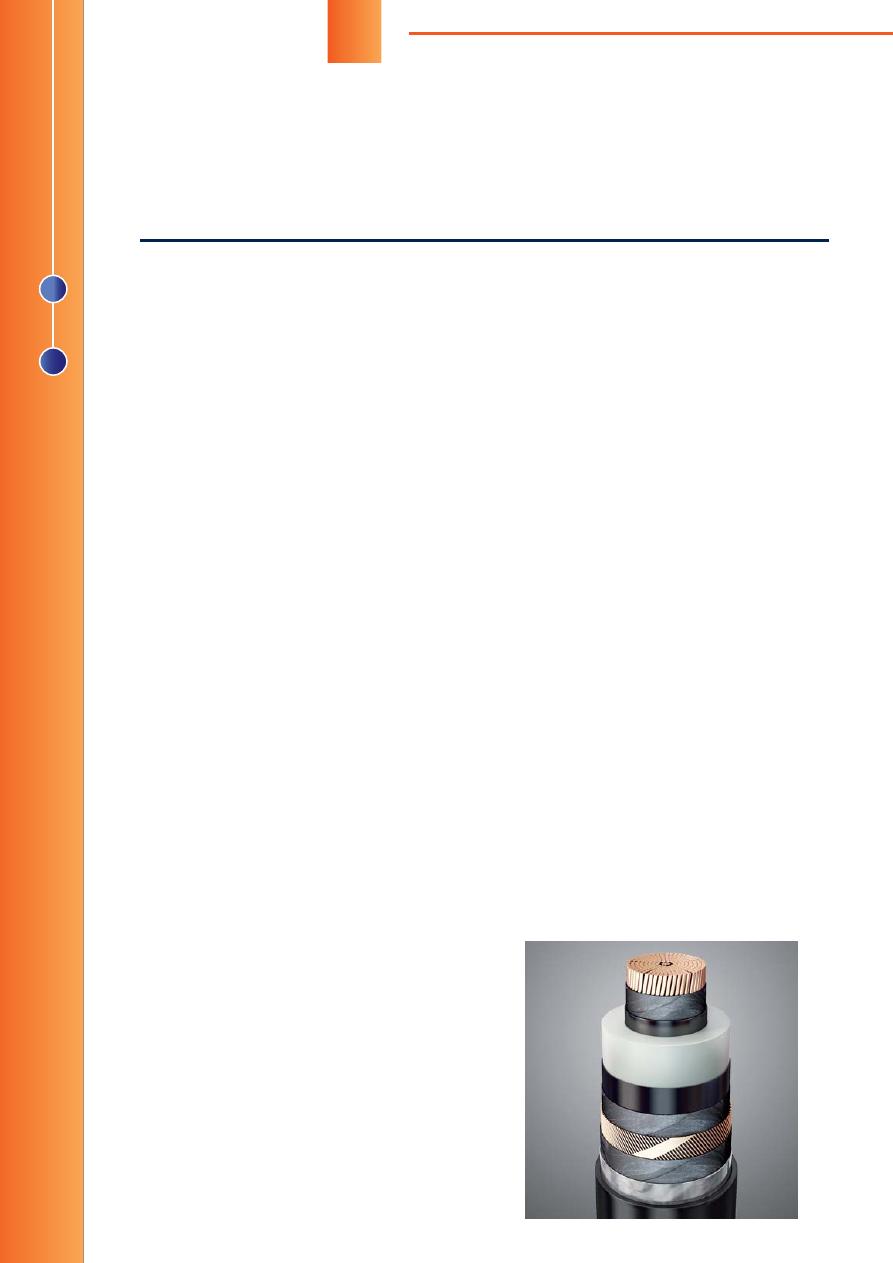
Рис
. 2.
Круглая
многопроволочная
жила
уплотнённой
конструкции
Рис
. 3.
Сегментированная
конструкция
жилы
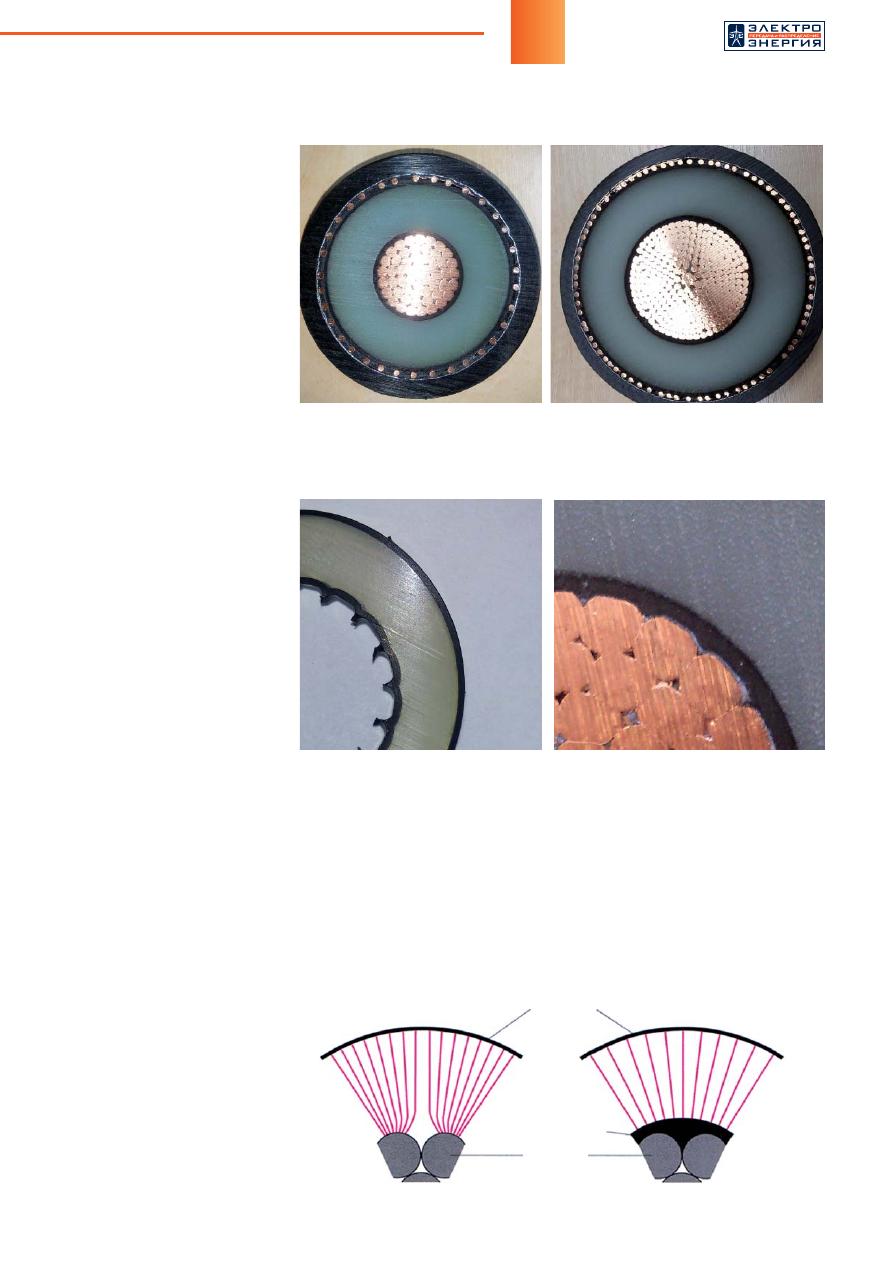
Рис
. 4.
Нарушение
конфигура
-
ции
и
неравномерное
наложе
-
ние
полупроводящего
слоя
по
жиле
Рис
. 5.
Фрагмент
кабеля
с
жилой
и
проводящим
экраном
Рис
. 6.
Схема
распределения
поля
в
кабеле
с
полупроводящим
слоем
и
без
него
Внешний
проводящий
слой
Жила
Без
внутреннего
проводящего
слоя
С
внутренним
проводящим
слоем
Внутренний
проводящий
слой

86
СЕТИ РОССИИ
Для
обеспечения
функции
проводника
в
материал
полупроводящих
слоёв
вводится
сажа
.
Её
содержа
-
ние
составляет
порядка
40%.
Качество
применяемой
сажи
является
важным
параметром
при
изготовле
-
нии
проводящих
материалов
.
Получение
сажи
возможно
двумя
способами
:
•
неконтролируемый
способ
—
сжигание
материа
-
лов
в
печи
;
•
контролируемый
способ
—
сжигание
(
пиролиз
)
ацетилена
с
образованием
ацетиленовой
сажи
.
Уровень
химического
загрязнения
или
содержа
-
ния
посторонних
ионов
в
ацетиленовой
саже
значи
-
тельно
ниже
,
а
также
существенно
меньше
размеры
частиц
.
Оба
этих
параметра
являются
обязатель
-
ными
требованиями
при
производстве
полупрово
-
дящих
материалов
для
кабелей
сверхвысокого
на
-
пряжения
.
Содержание
посторонних
ионов
в
саже
создаёт
условия
для
миграции
их
в
толщу
изоляции
и
развития
процессов
образования
триингов
.
Нали
-
чие
же
крупных
частиц
в
саже
приводит
к
появлению
локальных
неровностей
на
поверхности
полупрово
-
дящего
слоя
и
,
как
следствие
,
к
увеличению
напря
-
жённости
электрического
поля
и
уменьшению
срока
службы
кабеля
.
Для
сравнения
,
размер
ацетилено
-
вой
сажи
составляет
0,05
мкм
,
а
печной
—
порядка
30
мкм
.
ИЗОЛЯЦИЯ
Для
кабелей
сверхвысокого
напряжения
харак
-
терно
,
что
их
изоляция
работает
в
очень
сильных
электрических
полях
,
значение
которых
составляет
порядка
14
кВ
/
мм
.
Это
обстоятельство
определяет
жёсткие
требования
к
качеству
материала
изоляции
,
которые
выражаются
в
нормировании
предельно
до
-
пустимых
размеров
дефектов
и
к
требованиям
элек
-
трических
испытаний
.
Однако
недостаточно
применить
сверхчистый
материал
.
Следует
правильно
использовать
данный
материал
,
не
допустив
его
загрязнение
в
процессе
производства
.
Для
этого
на
заводе
«
ТАТКАБЕЛЬ
»,
в
процессе
на
-
ложения
изоляции
,
изоляционный
материал
в
виде
гранул
загружается
в
экструдеры
из
специальной
чи
-
стой
комнаты
,
которая
предназначена
для
исключе
-
ния
попадания
любых
частиц
.
Подача
изоляционных
материалов
к
экструдеру
происходит
гравиметриче
-
ским
способом
,
то
есть
подаётся
под
собственным
весом
с
минимальным
трением
гранул
.
Данный
спо
-
соб
транспортировки
обязателен
,
так
как
исключает
образование
пыли
в
материале
.
Процесс
,
во
время
которого
накладываются
три
слоя
,
полупроводящий
внутренний
слой
,
изоляция
и
полупроводящий
внеш
-
ний
слой
,
на
заводе
выполняется
одновременно
с
контролем
геометрии
по
всем
слоям
в
режиме
online.
Так
как
толщина
накладываемых
слоёв
в
кабеле
на
напряжение
330
кВ
достаточно
велика
и
в
сумме
составляет
порядка
33—38
мм
,
необходимо
пред
-
принимать
меры
для
обеспечения
сохранения
гео
-
метрии
,
пока
материал
ещё
текучий
и
не
прошёл
стадию
сшивки
,
то
есть
предотвратить
эффект
«
сте
-
кания
изоляции
».
Эта
задача
решается
несколькими
способами
:
•
изоляционный
материл
должен
быть
выбран
необходимой
вязкости
;
•
оборудование
оснащено
системой
EHT (Entry
Heat Treatment —
термообработка
на
входе
).
Система
EHT
обеспечивает
резкое
охлаждение
только
что
сформированной
изоляционной
систе
-
мы
сразу
после
её
наложения
.
Это
обеспечивает
фиксирование
геометрии
экструдированных
сло
-
ёв
и
тем
самым
замедляет
стекание
;
•
линия
имеет
возможность
вращения
изолирован
-
ной
жилы
в
процессе
изолирования
.
Вращение
не
даёт
возможности
стекания
изоляции
,
так
как
вращающаяся
заготовка
непрерывно
изменяет
своё
положение
.
Помимо
этого
оборудование
оснащено
компьюте
-
ризированным
управлением
технологического
про
-
цесса
с
обеспечением
следующих
функций
:
•
автоматический
расчёт
технологических
пара
-
метров
работы
линии
.
Данная
функция
линии
обеспечивает
расчёт
параметров
изолирования
(
объём
накладываемого
материала
),
сшивки
(
расчёт
температуры
и
времени
,
необходимо
-
го
для
распада
пероксида
внутри
изоляции
)
и
охлаждения
полуфабриката
с
заданными
пара
-
метрами
;
•
синхронизацию
всех
узлов
во
всех
режимах
рабо
-
ты
;
•
мониторинг
,
запись
и
хранение
всех
параметров
процесса
.
Информирование
оператора
об
откло
-
нении
в
любом
из
заданных
параметров
работы
линии
.
МЕДНЫЙ
ЭКРАН
Основными
технологическими
факторами
при
на
-
ложении
экрана
являются
расстояние
между
прово
-
локами
и
кратность
шага
наложения
экрана
.
При
большом
расстоянии
между
проволоками
происходит
неравномерное
распределение
электри
-
ческого
поля
около
проволок
экрана
.
Поэтому
дан
-
ный
параметр
нормирован
.
Максимальное
расстоя
-
ние
не
должно
превышать
8
мм
.
Кратность
шага
наложения
экрана
определяет
его
механическую
стабильность
во
время
производства
и
прокладки
кабеля
.
АЛЮМОПОЛИМЕРНАЯ
ЛЕНТА
Кабели
на
сверхвысокое
напряжение
имеют
сверхчистую
изоляцию
,
чтобы
работать
при
боль
-
ших
напряжённостях
электрического
поля
.
Поэтому
в
состав
изоляции
не
вводятся
добавки
,
препят
-
ствующие
образованию
водных
триингов
.
Водные
триинги
возникают
,
когда
в
изоляции
содержится
влажность
и
приложено
электрическое
поле
.
Они
возникают
чаще
всего
в
неоднородностях
,
на
гра
-
нице
между
изоляцией
и
проводящим
слоем
.
Их
образование
происходит
относительно
медленно
,
и
когда
они
достаточно
разрослись
,
происходит
элек
-
трический
пробой
.
Внешний
вид
водных
триингов
изображён
на
рис
. 7.
Попадание
влаги
в
кабель
возможно
через
наруж
-
ную
оболочку
методом
диффузии
.
Для
предотвра
-
щения
этого
необходим
металлический
барьер
,
ко
-

87
№
6 (33) 2015
торый
полностью
отсекает
возможность
молекулам
воды
проникнуть
к
изоляции
.
Роль
такого
барьера
играет
алюмополимерная
лента
.
НАРУЖНАЯ
ОБОЛОЧКА
Оболочка
обеспечивает
внешнюю
защиту
во
вре
-
мя
транспортировки
,
погрузки
и
разгрузки
,
монтажа
и
эксплуатации
кабеля
.
Закономерно
то
,
что
поврежде
-
ние
оболочки
приведёт
к
преждевременному
выходу
кабеля
из
строя
.
Для
этого
материал
оболочки
дол
-
жен
отвечать
ряду
требований
,
таких
как
стойкость
к
воздействию
окружающей
среды
,
к
атмосферным
воздействиям
,
устойчивость
к
тепловым
деформа
-
циям
,
прочность
на
истирание
,
низкое
трение
для
облегчения
прокладки
,
низкая
водопроницаемость
,
твёрдость
поверхности
,
низкая
усадка
.
ИННОВАЦИИ
В
ПРОИЗВОДСТВЕ
ДЛЯ
ПОВЫШЕНИЯ
И
КОНТРОЛЯ
КАЧЕСТВА
ВЫПУСКАЕМОЙ
ПРОДУКЦИИ
Завод
всегда
стремится
к
использованию
инно
-
ваций
для
повышения
контроля
и
качества
выпуска
-
емой
продукции
.
При
постановке
на
производство
кабеля
на
напряжение
330
кВ
различными
служба
-
ми
завода
были
проанализированы
наиболее
ответ
-
ственные
процессы
при
его
изготовлении
.
Так
,
для
процесса
изолирования
было
принято
решение
установить
рентгеновскую
установку
по
из
-
мерению
геометрических
размеров
всех
слоёв
изо
-
лированного
полуфабриката
после
завершения
про
-
цессов
вулканизации
и
охлаждения
.
Данное
решение
позволяет
контролировать
толщины
,
эксцентриситет
,
овальности
всех
слоёв
изолированной
жилы
не
толь
-
ко
после
его
наложения
(
в
расплавленном
виде
),
но
и
в
той
форме
,
в
которой
изоляционная
система
бу
-
дет
эксплуатироваться
.
Область
применения
высоковольтных
кабелей
предполагает
его
использование
в
густо
застроен
-
ных
районах
,
что
обязывает
проектные
организации
выбирать
такие
способы
прокладки
,
как
прокладка
в
трубах
при
помощи
горизонтально
-
направлен
-
ного
бурения
,
в
эстакадах
,
в
кабельных
туннелях
.
Перечисленные
способы
прокладки
не
позволяют
в
полной
мере
убедиться
в
целостности
оболочки
после
прокладки
кабеля
.
Для
решения
этой
задачи
на
заводе
проведена
модернизация
линии
по
на
-
ложению
оболочки
.
Установлен
дополнительный
экструдер
и
экструзионная
головка
,
позволяющая
одновременно
накладывать
основную
оболочку
и
полупроводящий
слой
.
При
наличии
данного
слоя
на
кабеле
не
составляет
труда
удостовериться
в
целостности
его
оболочки
после
прокладки
,
а
со
-
ответственно
в
её
способности
выполнять
свою
за
-
щитную
функцию
.
Современные
требования
к
кабелям
предпо
-
лагают
способность
не
распространять
горение
и
свести
к
минимуму
выделение
дыма
и
коррозион
-
но
-
активных
веществ
при
горении
.
Данная
задача
также
решена
на
заводе
«
ТАТКАБЕЛЬ
»,
для
этого
опробованы
и
внедрены
безгалогенные
материалы
оболочки
и
полупроводящего
слоя
от
ведущих
ев
-
ропейских
фирм
.
Кабели
с
таким
покрытием
могут
применяться
на
территории
подстанции
на
эста
-
кадах
и
внутри
неё
,
не
неся
потенциальной
угрозы
персоналу
и
оборудованию
.
Немаловажным
фактором
в
надёжности
кабельной
линии
являются
количество
соединений
,
так
как
они
являются
наиболее
частым
элементом
,
выходящим
из
строя
.
Увеличение
длины
отрезков
кабеля
в
линии
сводит
к
минимуму
количество
соединений
.
Поэтому
на
заводе
модернизирована
линия
по
наложению
обо
-
лочки
с
возможностью
приёма
готовой
продукции
на
барабан
диаметром
4,5
метра
,
что
позволило
на
30%
увеличить
вместимость
кабеля
на
барабане
.
Итоговые
приёмо
-
сдаточные
испытания
прово
-
дятся
во
вновь
построенной
испытательной
станции
,
которая
позволяет
проводить
испытания
кабелей
на
напряжение
до
500
кВ
включительно
.
Для
производства
сверхвысоковольтных
кабелей
на
заводе
«
ТАТКАБЕЛЬ
»
установлено
высокотехно
-
логичное
оборудование
,
качественные
материалы
современной
наукоёмкой
технологии
.
Высокий
уро
-
вень
качества
кабелей
,
изготавливаемых
на
заводе
,
подтверждён
протоколами
испытаний
всемирно
из
-
вестных
лабораторий
KEMA,
Нидерланды
и
CESI,
Германия
.
Хочется
заострить
внимание
на
том
,
что
помимо
трёх
составляющих
,
таких
как
техническая
оснащён
-
ность
,
технологическая
готовность
,
наличие
каче
-
ственных
материалов
,
очень
важно
иметь
доверие
государственных
структур
и
основных
потребителей
к
отечественной
продукции
.
Примером
такого
доверия
может
служить
под
-
писанное
соглашение
«
О
сотрудничестве
в
области
создания
и
развития
производства
инновационной
ка
-
бельно
-
проводниковой
продукции
»
между
ПАО
«
ФСК
ЕЭС
»
и
заводом
«
ТАТКАБЕЛЬ
».
Данное
соглашение
явилось
примером
преобразования
политики
импор
-
тозамещения
от
обсуждений
и
разработок
к
действию
.
Итогом
этого
соглашения
стало
размещение
на
заводе
«
ТАТКАБЕЛЬ
»
заказа
кабеля
на
напряжение
330
кВ
для
нужд
ПАО
«
ФСК
ЕЭС
»
в
объёме
93
км
в
целях
реализации
проекта
«
ЛАЭС
-2 —
ПС
«
Пулков
-
ская
» —
ПС
«
Южная
».
Рис
. 7.
Внешний
вид
водных
триингов
422624,
Россия
,
Республика
Татарстан
,
Лаишевский
район
с
.
Столбище
,
ул
.
Лесхозовская
,
д
.32
Телефон
: 8 800 200-96-97
E-mail: of
fi
ce@tatcable.ru
www.tatcable.ru
Оригинал статьи: Производство кабеля на напряжение 330 кВ — импортозамещение от слов к делу
Для реализации политики импортозамещения в Российской Федерации, в первую очередь, необходимо освоение производства продукции, востребованной в критически важных областях, связанных с защитой стратегических интересов страны, её промышленности и экономики. Одним из таких продуктов является кабель на напряжение 330 кВ для электросетевой отрасли страны, производство которого серийно освоил завод «ТАТКАБЕЛЬ».







