



76
СЕТИ РОССИИ
Презент
ация
П
роблема
течи
мас
-
ла
из
-
под
оболочки
и
концевой
заделки
сопровождает
всю
исто
-
рию
существования
кабелей
с
бумажно
-
пропитанной
изоляцией
.
Во
многом
сложностью
устране
-
ния
течи
обусловлен
переход
на
использование
кабелей
со
сплош
-
ной
экструдированной
изоляцией
,
например
,
из
сшитого
полиэтиле
-
на
.
Тем
не
менее
именно
кабели
с
бумажно
-
пропитанной
изоляцией
(
БПИ
)
сегодня
наиболее
часто
применяются
,
по
крайней
мере
,
в
сетях
среднего
напряжения
.
Течь
масла
приводит
к
резкому
обеднению
изоляции
,
падению
как
диэлектрических
характери
-
стик
,
так
и
способности
к
теплоот
-
воду
.
В
конечном
результате
обра
-
зование
течей
выводит
кабельную
линию
из
строя
.
Поэтому
решение
проблемы
течей
масла
—
главное
условие
продления
срока
службы
такого
типа
кабеля
.
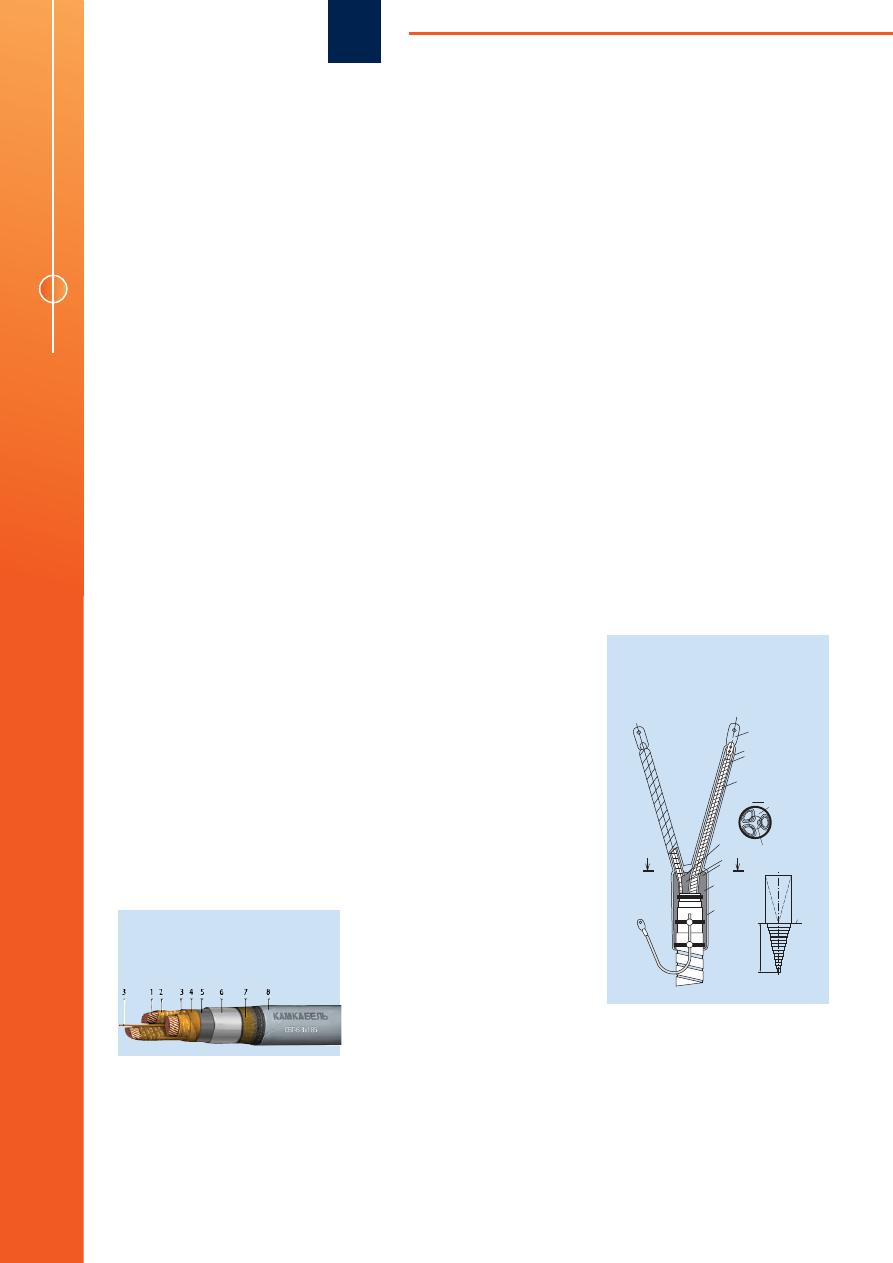
Типовая
конструкция
кабеля
с
БПИ
-
изоляцией
на
среднее
напря
-
жение
представлена
на
рис
. 1
на
примере
кабеля
СБГ
-6
производ
-
ства
завода
«
Камкабель
».
Рис
. 1.
Элементы
конструкции
кабеля
типа
СБГ
-6
производства
завода
«
Камкабель
»
1 —
медная
токопроводящая
жила
;
2 —
фазная
бумажная
изоляция
,
про
-
питанная
минеральным
маслом
,
вяз
-
ким
или
нестекающим
изоляционным
пропиточным
составом
; 3 —
заполне
-
ние
из
бумажных
жгутов
; 4 —
поясная
бумажная
изоляция
,
пропитанная
минеральным
маслом
,
вязким
или
нестекающим
изоляционным
про
-
питочным
составом
; 5 —
экран
из
электропроводящей
бумаги
для
кабе
-
лей
на
напряжение
от
6
кВ
и
более
,
6 —
свинцовая
оболочка
; 7 —
подушка
из
битума
и
крепированной
бумаги
,
8 —
броня
из
стальных
лент
.
Течь
масла
из
-
под
оболочки
и
концевой
заделки
обусловлена
несколькими
факторами
:
•
перепадом
высот
при
проклад
-
ке
;
•
температурным
расширением
металла
,
вызванным
измене
-
ниями
режимов
эксплуатации
,
в
том
числе
наличием
аварий
-
ных
режимов
;
•
степенью
пропитки
бумажной
изоляции
минеральным
маслом
или
нестекающим
составом
;
•
внешним
механическим
воз
-
действием
на
кабель
и
пр
.
Однако
неизменным
условием
отсутствия
течей
является
полная
герметизация
кабеля
по
всей
его
длине
,
включая
соединительные
муфты
и
особенно
концевые
задел
-
ки
,
пожалуй
,
самые
уязвимые
места
кабеля
с
БПИ
-
изоляцией
.
В
советские
времена
кон
-
цевая
заделка
на
кабеле
с
БПИ
-
изоляцией
выполнялась
с
применением
двух
следующих
технологий
.
Первая
технология
.
Концевые
заделки
внутренней
установки
со
самосклеивающимися
лентами
типа
ЛЭТСАР
для
кабелей
напря
-
жением
до
10
кВ
с
бумажной
изо
-
ляцией
(
рис
. 2).
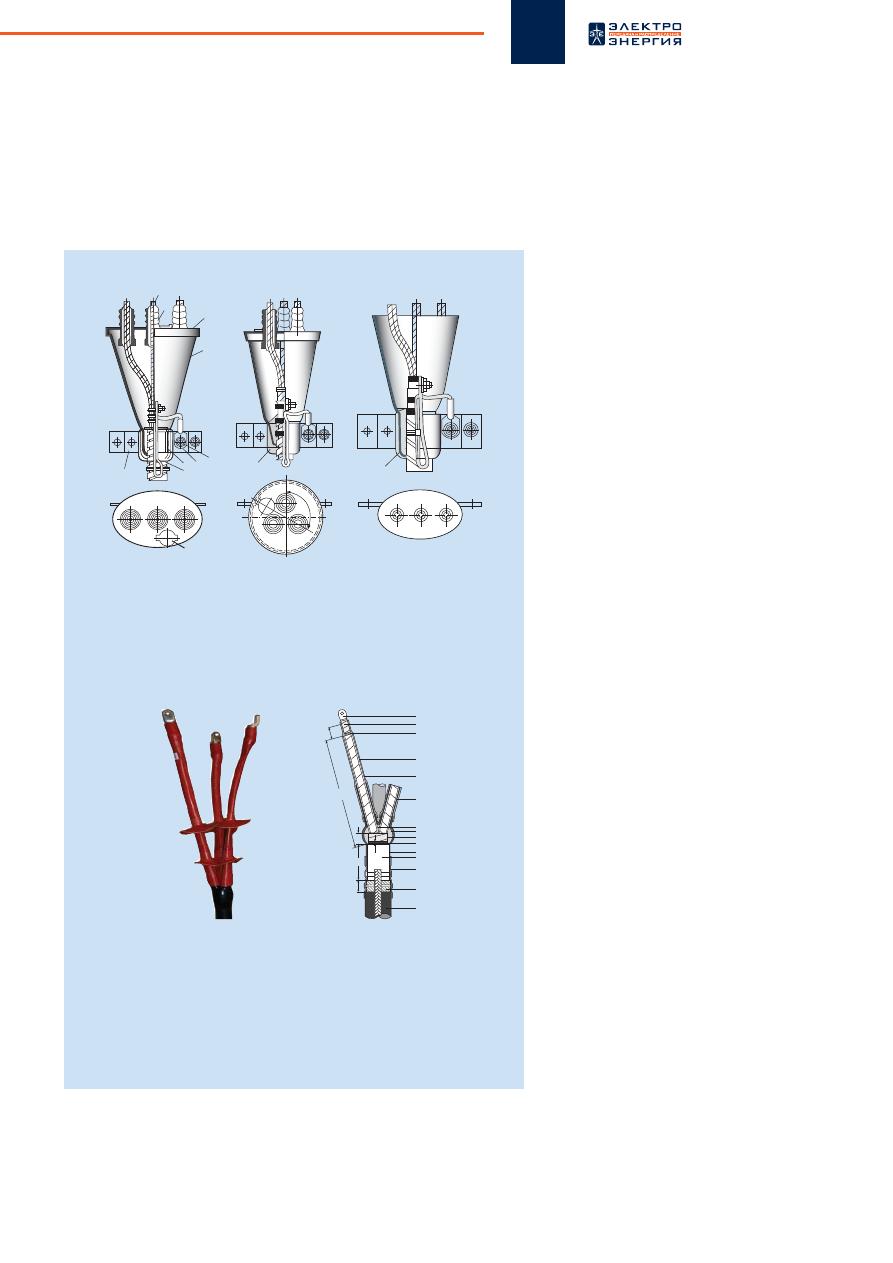
Вторая
технология
.
Концевые
заделки
напряжением
до
10
кВ
внутренней
установки
в
стальных
воронках
(
рис
. 3).
Первая
технология
являлась
не
самой
надежной
,
а
вторая
—
не
самой
дешевой
.
Однако
за
неимением
третьей
технологии
Проблема течей масла из-под
кабелей с БПИ-изоляцией
с применением электроизоляционных
Константин ЮРОВ,
старший технический специалист
отдела электротехнического оборудования
ЗАО «3М Россия»
обходились
первыми
двумя
.
Мно
-
гое
изменилось
после
широкого
внедрения
на
рынок
технологии
термической
усадки
.
Рассмотрим
типовую
концевую
кабельную
муфту
производства
компании
3
М
типа
92-EH
для
кабе
-
ля
с
БПИ
-
изоляцией
напряжением
10
кВ
,
выполняемую
по
технологии
термической
усадки
.
Внешний
вид
и
чертеж
муфты
представлены
на
рис
. 4 (
а
и
б
).
Технология
монтажа
этой
муфты
мало
чем
отличается
от
монтажа
концевых
термоусаживаемых
Рис
. 2.
Концевая
заделка
внутренней
установки
КВсл
для
кабелей
напряжением
до
10
кВ
с
бумажной
изоляцией
а)
б)
h=30
10
9
6
А-А
А
А
1
2
3
4
5
6
7
8
2
а
—
заделка
,
б
—
конусный
уплотни
-
тельный
вкладыш
; 1 —
наконечник
, 2,
3 —
подмотки
из
лент
—
ПВХ
и
ЛЭТСАР
или
ЛЭТСАР
и
ЛЭТСАР
ЛПТ
, 4 —
бумаж
-
ная
изоляция
жилы
, 5 —
крестообраз
-
ная
уплотнительная
подмотка
, 6, 9 —
центральный
и
боковой
вкладыши
,
7 —
бандаж
из
ленты
ЛЭТСАР
, 8 —
гер
-
метизирующая
подмотка
, 10 —
линия
среза
при
изготовлении
вкладыша
.
77
№ 1, июль-август, 2010
муфт
других
производителей
.
Она
состоит
в
том
,
что
после
разделки
кабеля
согласно
инструкции
следует
последовательно
установить
на
кабель
термоусаживаемые
изолирующие
элементы
.
Конечно
,
такая
муфта
смотрится
привлекательнее
,
технологичнее
и
,
что
самое
главное
,
надежнее
своих
предтечей
.
Тем
не
менее
оболочки и концевых заделок
и возможность ее устранения
материалов компании 3М
нередкими
являются
случаи
,
когда
уклады
-
ваемая
в
корешок
кабеля
изоляционная
мастика
—
важнейший
элемент
гермети
-
зации
—
со
временем
размывается
,
под
перчаткой
образуются
пустоты
,
в
которые
устремляется
масло
.
Учитывая
тот
факт
,
что
давление
масла
в
кабеле
с
БПИ
-
изоляцией
может
достигать
8
атм
,
со
временем
оно
находит
путь
наружу
и
течет
из
-
под
перчат
-
ки
.
С
этого
момента
начинается
процесс
обеднения
и
ускоренного
старения
изоля
-
ции
,
который
становится
тем
сильнее
,
чем
больше
перепад
между
верхним
и
нижним
концами
кабеля
.
Причин
тому
,
что
технология
дает
сбой
,
несколько
.
Бытует
обоснованное
мне
-
ние
,
что
одна
из
них
—
слишком
молодая
технология
применения
термоусадки
на
кабелях
с
БПИ
-
изоляцией
.
Гермети
-
ки
не
рассчитаны
на
столь
длительный
контакт
с
маслом
.
Со
временем
масло
разъедает
герметик
,
находит
пути
выхо
-
да
и
начинает
течь
из
-
под
перчатки
.
Еще
одна
из
версий
заключается
в
том
,
что
на
Западе
,
откуда
пришла
к
нам
эта
технология
,
используются
кабели
с
обед
-
ненной
БПИ
-
изоляцией
,
и
эта
проблема
там
не
такая
явная
.
Известны
примеры
и
весьма
мудреных
конструкций
кон
-
цевых
муфт
,
в
которых
предусмотрено
отверстие
для
доливки
масла
,
что
повы
-
шает
срок
службы
кабеля
.
Не
стоит
забы
-
вать
и
о
проблеме
качества
монтажа
арматуры
,
с
которой
мы
сталкиваемся
повсеместно
.
Некачественный
монтаж
концевых
заделок
резко
повышает
воз
-
можность
появления
утечек
масла
из
-
под
муфты
.
Считается
,
что
течь
масла
из
-
под
кабельных
муфт
обуславливается
сово
-
купностью
вышеизложенных
факторов
,
к
которым
можно
добавить
еще
такие
,
как
брак
при
производстве
материалов
для
монтажа
,
коррозия
металлических
обо
-
лочек
,
механические
повреждения
муфт
при
монтаже
и
эксплуатации
и
пр
.
Сегодня
по
проблеме
устранения
течей
масла
из
-
под
концевых
кабельных
заделок
специалистами
ЗАО
«3
М
Россия
»
ведется
серьезная
работа
.
В
частности
,
исполь
-
зование
маслостойкого
уплотнителя
типа
силиконовой
мастики
(
рис
. 5)
позволяет
решить
главную
задачу
—
уменьшить
интен
-
сивность
течей
.
Рис
. 3.
Концевые
заделки
КВБ
со
стальной
воронкой
для
кабелей
напряжением
до
10
кВ
с
бумажной
изоляцией
10
a)
б)
в)
6
7
8
9
1
3
2
4
5
11
11
а
—
заделка
КВБо
с
овальной
воронкой
,
б
—
заделка
КВБк
с
круглой
воронкой
,
в
—
малогабаритная
заделка
КВБм
до
1
кВ
; 1, 8 —
нижний
и
верхний
полухомутики
, 2 —
жила
кабеля
, 3 —
фарфоровые
втулки
,
4 —
крышка
, 5 —
воронка
, 6 —
болт
, 7 —
гайка
, 9 —
провод
заземления
, 10 —
крышка
заливочного
отверстия
, 11 —
смоляная
лента
.
Рис
. 4.
Концевая
муфта
3
М
типа
92-EH
5
7
6
15
5
14
16
13
12
11
10
9
2
8
1
К
L
4
130
20
50
а
)
внешний
вид
б
)
схема
1 —
кабельный
наконечник
, 2 —
токопроводящая
жила
, 3 —
фазная
изоляция
,
4 —
поясная
изоляция
, 5 —
металлическая
оболочка
, 6 —
броня
, 7 —
наружный
покров
, 8 —
герметизирующая
лента
, 9 —
прозрачная
маслостойкая
изоляци
-
онная
трубка
, 10 —
трекингостойкая
и
всепогодная
трубка
, 11 —
трубка
для
регулирования
электрического
поля
, 12 —
клин
для
регулирования
электриче
-
ского
поля
, 13 —
изоляционная
мастика
, 14 —
термоусаживаемая
перчатка
,
15 —
поясная
манжета
, 16 —
проводящая
бумага
.
78
СЕТИ РОССИИ
Рис
. 5.
Применение
силиконовой
мастики
3
М
в
концевой
заделке
кабеля
с
БПИ
-
изоляцией
Рис
. 6.
Схема
нагнетания
компаунда
под
давлением
(RPM-
технология
)
Пистолет-шприц
для нагнетания
компаунда
Копус муфты в виде кокона
Рис
. 7.
Монтаж
соединительной
муфты
по
RPM-
технологии
При
этом
специалистами
компании
3
М
и
ее
партнерами
предложен
и
опробован
метод
монтажа
соедини
-
тельных
и
концевых
кабельных
муфт
без
применения
огневых
технологий
.
Это
метод
монтажа
муфт
с
принуди
-
тельным
нагнетанием
электроизо
-
ляционного
компаунда
(RPM — resin
pressure method).
Изначально
метод
RPM
использовался
для
монтажа
кабельных
муфт
в
угольных
шахтах
,
где
применение
огня
категорически
запрещено
.
Способ
принудительного
нагнета
-
ния
компаунда
представляет
собой
особую
технологию
сращивания
и
оконцевания
кабеля
.
Этот
способ
разработан
компанией
ЗМ
специ
-
ально
для
выполнения
работ
в
труд
-
нодоступных
местах
,
например
,
при
вертикальном
кабельном
вводе
,
в
углах
и
высоко
расположенных
местах
,
т
.
е
.
там
,
где
нельзя
уста
-
новить
муфту
обычным
способом
.
С
помощью
технологии
принудитель
-
ного
нагнетания
компаунда
,
напри
-
мер
,
можно
восстановить
повреж
-
денную
оболочку
кабеля
,
изготовить
соединительную
,
концевую
,
защит
-
ную
муфту
-
кожух
на
кабеле
среднего
напряжения
.
Суть
метода
состоит
в
том
,
что
корпус
муфты
представляет
собой
комбинацию
самослипающихся
изо
-
лирующих
,
губчатых
и
герметизиру
-
ющих
лент
,
образующих
некое
подо
-
бие
кокона
,
внутрь
которого
при
помощи
специального
шприца
зака
-
чивается
электроизоляционный
хим
-
и
влагостойкий
компаунд
(
рис
. 6, 7).
У
этого
метода
существует
ряд
сле
-
дующих
преимуществ
:
•
технология
особенно
эффективна
при
вертикальном
монтаже
;
•
применяется
для
кабеля
любого
сечения
;
•
отсутствует
ограничение
по
длине
муфты
;
•
универсальна
в
применении
;
•
отсутствие
огня
при
монтаже
;
•
технология
имеет
разрешение
Ростехнадзора
на
использование
в
горнодобывающей
промышлен
-
ности
.
При
более
детальном
рассмотрении
оказалось
,
что
муфты
,
выполненные
по
RPM-
технологии
,
отличаются
не
только
высокими
электроизоляционными
,
но
и
прочностными
характеристиками
как
при
радиальном
,
так
и
при
осевом
внешнем
воздействии
.
Застывший
хим
-
и
влагостойкий
компаунд
дает
отличный
контакт
с
оболочкой
,
пре
-
пятствуя
как
попаданию
влаги
внутрь
муфты
,
так
и
образованию
течей
из
-
под
нее
.
Это
касается
как
соедини
-
тельных
,
так
и
концевых
муфт
.
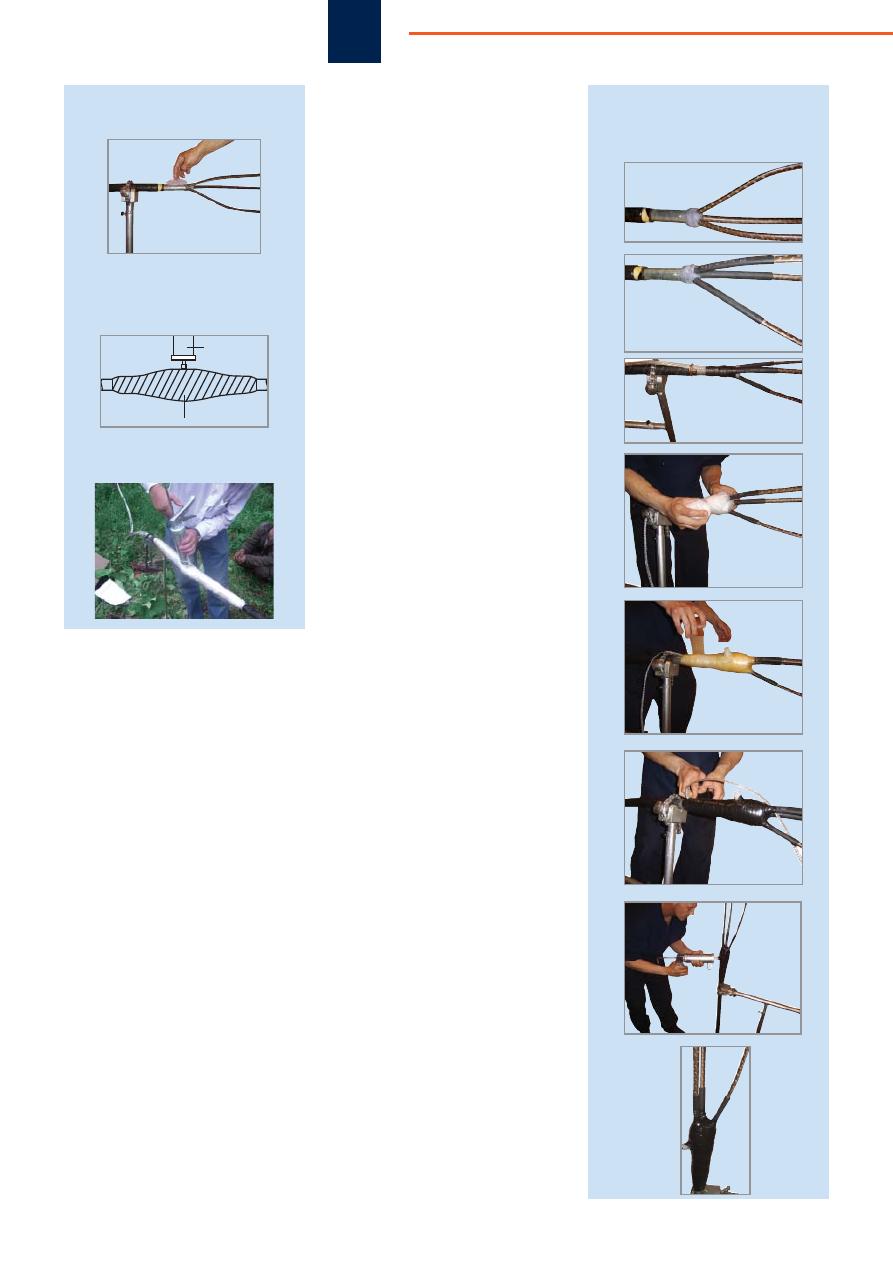
Этапы
монтажа
концевой
муфты
представлены
на
рис
. 8.
За
годы
успешного
применения
в
горном
деле
этот
метод
настолько
понравился
энергетикам
предприятий
,
что
ему
были
найдено
весьма
неожи
-
данное
применение
—
ремонт
уже
существующих
соединительных
муфт
и
концевых
заделок
,
а
также
повреж
-
денных
оболочек
,
из
-
под
которых
осу
-
ществляется
течь
масла
.
В
мае
2010
г
.
был
осуществлен
опытный
монтаж
ремонтной
муфты
-
кожуха
поверх
эпо
-
ксидной
соединительной
муфты
на
кабеле
с
БПИ
-
изоляцией
в
цехе
коксо
-
химического
производства
Черепо
-
вецкого
металлургического
комбината
ОАО
«
Северсталь
».
Течь
масла
была
устранена
.
Технология
получила
поло
-
жительный
отзыв
от
энергетиков
цеха
,
и
сейчас
ведутся
работы
по
ее
внедре
-
нию
на
производстве
.
Применение
RPM-
технологии
на
практике
позволяет
забыть
о
тради
-
ционных
проблемах
кабелей
с
БПИ
-
изоляцией
.
Рис
. 8.
Концевая
заделка
на
кабеле
с
БПИ
-
изоляцией
,
выполненная
по
RPM-
технологии
.
а
—
з
—
этапы
монтажа
а
)
б
)
в
)
г
)
д
)
з
)
е
)
ж
)
Проблема течи масла из-под оболочки и концевой заделки сопровождает всю историю существования кабелей с бумажно-пропитанной изоляцией. Во многом сложностью устранения течи обусловлен переход на использование кабелей со сплошной экструдированной изоляцией, например, из сшитого полиэтилена. Тем не менее именно кабели с бумажно-пропитанной изоляцией (БПИ) сегодня наиболее часто применяются, по крайней мере, в сетях среднего напряжения.







