




«КАБЕЛЬ-news», № 1, 2013, www.kabel-news.ru
58
Актуально
ÝÌÀËÈÐÎÂÀÍÍÛÅ ÏÐÎÂÎÄÀ
П
ервые попытки применения ДТА в качестве
экспресс-метода оценки нагревостойкости
изоляции эмалированных проводов при-
ведены в работах [1, 2]. В настоящее вре-
мя метод ДТА-ДСК нашёл широкое применение для
определения энергии активации различных физико-
химических процессов, температурных переходов в
полимерных материалах (температуры стеклования,
кристаллизации, плавления), удельной теплоёмко-
сти, теплоты плавления и испарения и сравнительной
оценки нагревостойкости электрической изоляции [3].
Что касается технологии эмалирования проводов,
то в этой области до настоящего времени современ-
ные методы ДТГА, ДСК используются сравнительно
редко, производство эмальпроводов ведётся по пра-
вилам, установленным в прошлом веке, несмотря на
то, что технологическое оборудование существенно
обновилось и позволяет подбирать оптимальные
температурные режимы запечки для каждого лака.
Для получения более полной информации о
физико-химических процессах, происходящих в ла-
ковом покрытии при эмалировании проволоки, был
применён метод термогравиметрического анализа
(ТГА) с использованием прибора SDT Q600, при ско-
рости нагрева образцов V=10
о
С/мин. В работе было
исследовано четыре типа образцов:
1. Полиэфиримидный лак МТ 533 в исходном со-
стоянии (капля).
2. Полиэфиримидный лак МТ 533, предварительно
подсушенный (желатинизированный) при темпе-
ратуре 100
о
С в течение двух часов.
3. Пленка эмали на основе лака МТ 533, получен-
ная промышленным способом и снятая с провода
ПЭТ 155.
4. Образец эмалированного провода ПЭТ 155.
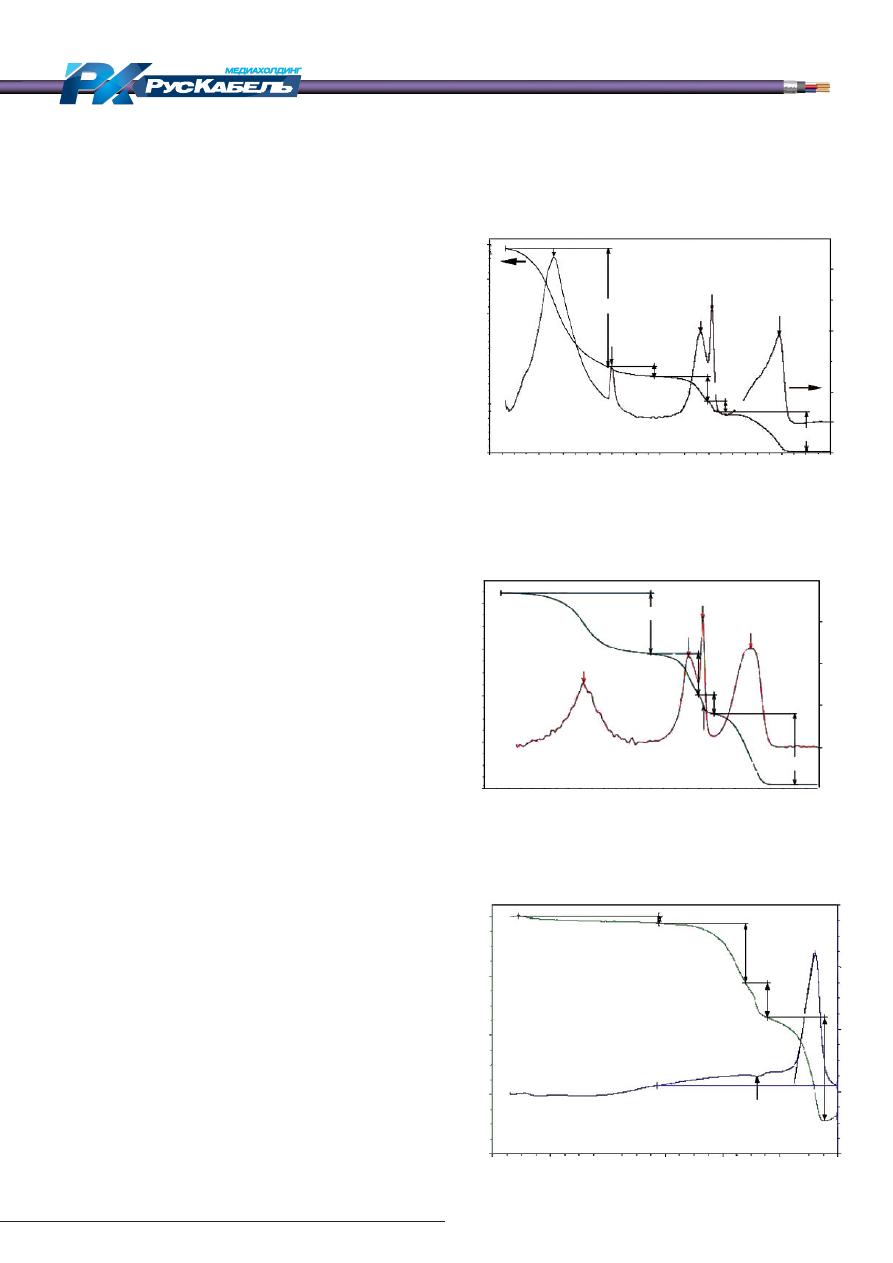
На рис. 1 представлена характерная зависимость
потери массы исходного лака при повышении темпе-
ратуры с постоянной скоростью. В области темпера-
тур от комнатной до Т=300
о
С идёт процесс испаре-
ния растворителя. Наличие горизонтального участка
в конце этой области (Т=250—300
о
С) свидетельству-
ет о том, что к концу первой области растворитель
Применение
термогравиметрического
анализа для определения
физико-химических
параметров изоляции
эмалированных проводов
Данная статья рассматривает определение с помощью дифференциаль-
ного термогравиметрического анализа (ДТГА) основных количественных за-
кономерностей процессов пленкообразования и оценку возможности расчёта
степени завершённости процесса структурирования изоляции эмалирован-
ных проводов.
Александр ПЕТРОВ, к.т.н.,
доцент кафедры «Электромеханические комплексы и материалы»
Энергетического института Томского политехнического университета
«КАБЕЛЬ-news», № 1, 2013, www.kabel-news.ru
59
Актуально
ÝÌÀËÈÐÎÂÀÍÍÛÅ ÏÐÎÂÎÄÀ
испаряется полностью (успевает диффундировать
из объёма смолы).
Во второй области температур Т=320—450
о
С
убыль массы смолы обусловлена процессом
структурирования, который заключается в обра-
зовании химических связей, приводящих к росту
молекулярной массы и образованию простран-
ственной сетки между макромолекулами. В про-
цессе этих реакций выделяется вода и одновре-
менно происходит удаление низкомолекулярных
фракций смолы с молекулярной массой от 32 до
110. В конце этой области мы имеем готовый про-
дукт в виде эмалевого покрытия, структуриро-
ванного на 100%. Наличие ступени с постоянной
массой эмали в области температур Т=420—450
о
С
также свидетельствует об окончании диффузии
низкомолекулярных фракций смолы из объёма
эмали.
В третьей области температур Т=450—600
о
С
происходит термоокислительная деструкция эмали
практически до полной потери массы. Сухой остаток
белого цвета составляет от 0,5 до 1,0% от исходной
массы образца.
Аналогичный вид имеет и кривая потери массы
для лака, предварительно подсушенного при тем-
пературе 100
о
С в течение двух часов (рис. 2). Раз-
личие между этими зависимостями заключается в
разной величине потери массы в первой области.
Для желатинизированных образцов потеря массы
в этой области температур составляла 25% и обу-
словлена неполным удалением растворителя при
сушке. В исходном лаке доля растворителя состав-
ляла 60%.
На рис. 3 приведена зависимость потери массы
при линейном нагреве образца в виде отрезка эма-
лированного провода. Как и следовало ожидать, в
первой области температур масса образца остаётся
практически постоянной. Небольшая потеря массы
(0,061
мг
) обусловлена, возможно, удалением влаги,
сорбированной на поверхности провода и частично
низкомолекулярными фракциями. Следовательно, в
процессе эмалирования провода растворитель был
полностью удалён.
Во второй области наблюдается убыль массы
лака, не превышающая убыль массы при структури-
ровании в предыдущих опытах.
Между второй и третьей областями отсутствует
плато с постоянной массой эмали, и процесс струк-
турирования плавно переходит в деструкцию. Отсю-
да следует, что область технологической переработ-
ки изоляции провода чрезвычайно узкая и перегрев
провода выше Т=475
о
С приводит к необратимым де-
структивным процессам.
На кривой ДТА для эмалевой плёнки, снятой с
провода, также проявляются только область до-
структуризации плёнки и область термоокисли-
18
15
15
9
6
3
0
0,1
0,08
0,06
0,04
0,02
0,00
100
200
300
400
0
500
600
700
Температура,
о
С
131
о
С
250,4
о
С
10,17 мг
0,863 мг
0,962 мг
2,153 мг
437
о
С
5,95
о
С
467
о
С
Вес (мг)
Произв. веса, мг/
о
С
Рис.1. Термогравиметрическая кривая потери массы
полиэфиримидного лака МТ 533
Рис. 2. Термогравиметрическая кривая потери массы
лака подсушенного при Т=100
о
С
в течение двух часов
8
6
4
2
0
0,06
0,04
0,02
0,00
100
200
300
400
0
500
600
700
Температура,
о
С
458
о
С
558
о
С
428
о
С
1,767 мг
3,066 мг
2,615 мг
0,8528 мг
207,5
о
С
Вес (мг)
Произв. веса, мг/
о
С
Рис. 3. Термогравиметрическая кривая потери
массы эмалированного провода
55,0
54,5
54,0
53,5
53,0
3
2
1
0
-1
100
200
300
400
0
500
600
Температура,
о
С
561,4
о
С
582 Дж/г
461
о
С
0,292 мг
0,873 мг
0,0609 мг
0,505 мг
524,9
о
С
Вес (мг)
Т
епловой поток (Д
ж/г)

«КАБЕЛЬ-news», № 1, 2013, www.kabel-news.ru
60
тельной деструкции. Однако закономерности поте-
ри массы в этом опыте существенно отличаются от
всех предыдущих образцов.
При расчётах потери массы были приняты сле-
дующие обозначения:
m
0
— исходная масса лака
m
0
= m
1
+ m
p
+
m
(
мг);
m
— масса желатинизированного лака (
мг
);
m
1
— масса полностью структурированного лака (
мг
);
m
p
— масса растворителя в лаке (
мг
);
m
— унос низкомолекулярных фракций (УНФ) смо-
лы в процессе структурирования (
мг
);
P
— стандартное значение сухого остатка;
P
1
— значение сухого остатка полностью структури-
рованного лака.
Величина сухого остатка лака
Р
рассчитывается
по уравнению (1)
P
=
1 – m
p
/
m
0
.
(1)
и согласно ТУ 16К71-074-90 определяется путём
запечки лака при температуре Т=200
о
С в течение
45 минут. Принято считать, что она численно рав-
на отношению толщины твёрдой эмалевой плёнки
провода к толщине нанесённого слоя лака. Спра-
ведливость такого расчёта необоснованна, так как
при температуре Т=200
о
С процессы структуризации
в плёнке ещё не происходят (рис. 1) и за указанное
время возможно только удаление растворителя из
объёма смолы. Уравнение (1) позволяет оценить
только массовую долю смолы в лаке. При расчёте
размеров калибров требуется знать массовую долю
смолы после её структуризации и среднее значение
степени структурирования по проходам [4].
По результатам термогравиметрического анали-
за при 100% структуризации смолы значение сухо-
го остатка эмали в ней
Р
1
,
определяющего толщину
твёрдого покрытия, можно рассчитать по уравнению
Р
1
= m
1
/
(
m
1
+
m)
. (2)
Значение доли твёрдого пленкообразующего в
исходном лаке при 100% структуризации определя-
ется как
P
2
= m
1
/ (m
1
+ m
p
+
m)
=
m
1
/ m
0
.
(3)
При обсуждении результатов ТГА был рассчитан
также параметр лака
P
3
= m
1
/
m
(4) — отношение
массы эмали, образуемой при 100% степени струк-
туризации к убыли массы лака при его структуриро-
вании.
Степень завершённости реакции структурирова-
ния и деструкции может быть выражена через физи-
ческие параметры:
= m(t) / m
o
= q(t) /q
o
(5), где
m
0
и
q
0
— полная потеря массы и суммарное количество
выделяющегося при полном завершении реакции
тепла;
m(t)
и
q(t)
— то же в момент времени
t
[1].
При обработке экспериментальных данных было
выдвинуто предположение, что в каждом типе смолы
соотношение между массой вещества, вступившего
в химическую реакцию
m
1
(100% структуризация), и
массой н.м.ф., выделяемой при структурировании
m
, есть величина постоянная (
P
3
) для данной смо-
лы (уравнение 4). И, если процесс структурирования
протекает от начала и до конца в стационарном ре-
жиме или при заданной скорости подъёма темпера-
туры, величина
P
1
также останется неизменной для
данной смолы.
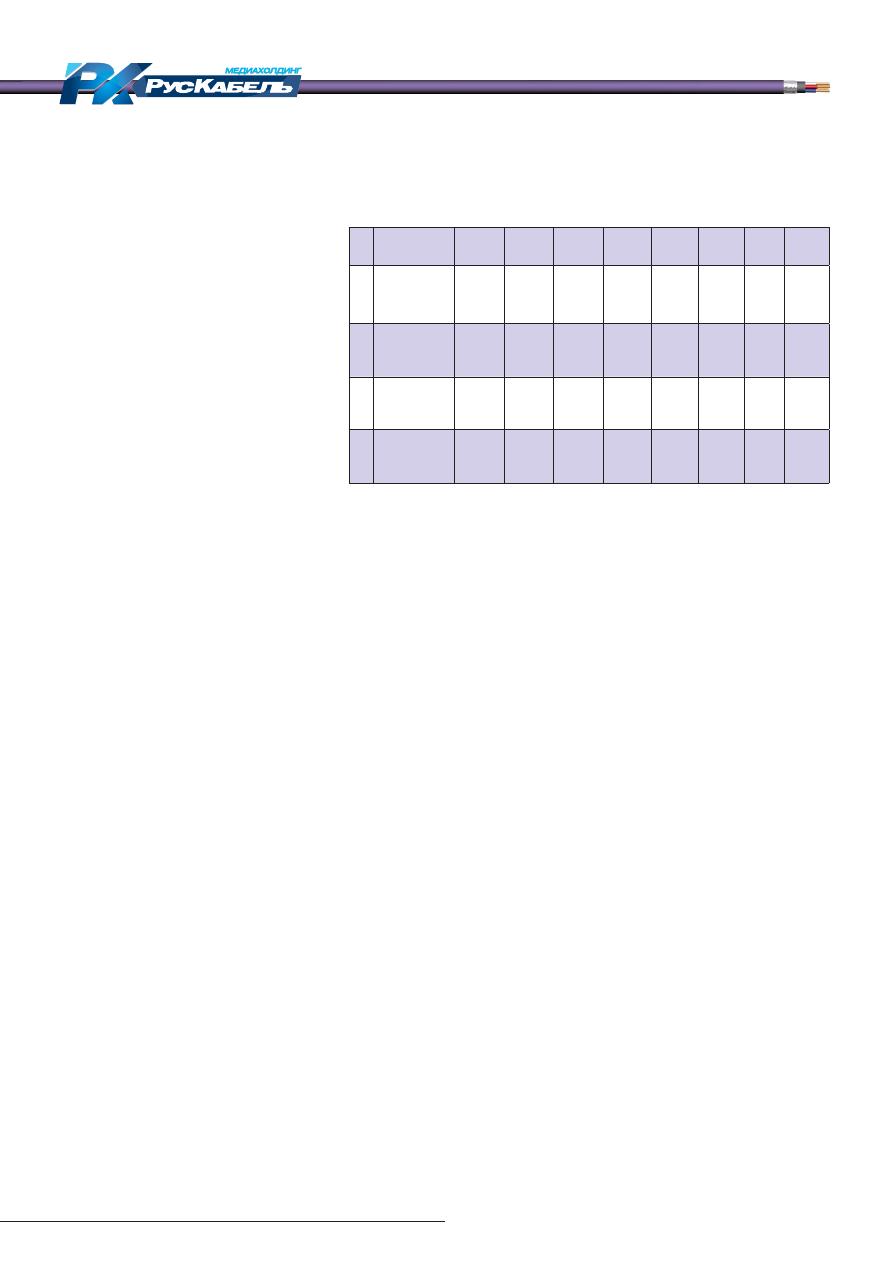
В таблице приведены экспериментальные и рас-
чётные данные ТГА для четырёх типов образцов.
Воспроизводимость и надёжность результатов ис-
пытаний подтверждены многократным (от 4 до 6) из-
мерением каждого из типов образцов.
Как следует из приведённых данных, расчётное
значение «сухого остатка» для первого образца
P=0,375
соответствует техническим условиям на
исследуемый лак. В предварительно подсушенном
образце № 2 эта величина значительно выше и со-
ставляет
P=0,69.
Отношение массы полностью структурированной
эмали к массе смолы без растворителя (
P
1
) одина-
ково для этих двух образцов и лежит в пределах
P
1
=(0,53—0,55). У этих же образцов соотношение
между массой структурированного лака и мас-
сой низкомолекулярной фракции, выделенной при
структурировании, практически одинаково и лежит
в пределах
P
3
=1,13—1,24. Такой же вывод, с неболь-
шими особенностями, можно сделать и для образца
эмалированной проволоки (№ 4).
Для рассмотрения процесса плёнкообразования
на проволоке необходимо учитывать следующие
особенности:
• в образцах № 1, 2, 4 диффузия продуктов реакции
и низкомолекулярных фракций смолы направле-
на от подложки наружу, через всю толщину об-
разца, в то время как в образце № 3 — от центра
плёнки к её противоположным поверхностям. От-
сюда следует, что при одинаковых условиях опы-
та постоянная времени диффузии в образце № 3
будет меньше, чем в остальных;
• образцы № 3 и 4 представляют собой многослой-
ную изоляцию, полученную при достаточно боль-
шом числе проходов провода через эмаль-печь,
следовательно, степень структурирования слоёв
будет различной и уменьшаться от внутреннего
прохода к внешнему.
В процессе испытания эмалированного провода
(образец № 4) произошла дополнительная структу-
ризация слоёв смолы до 100%. Обращает на себя
внимание тот факт, что параметр
P
1
сохранил своё
значение, характерное для исходных образцов
№ 1 и 2. Отсюда можно сделать вывод, что в про-
цессе эмалирования проволоки со скоростью подъ-
ёма температуры в зоне структурирования пример-
но 75–
100
o
C/c
низкомолекулярные фракции смолы
и продукты реакции (
m
) не успевают диффундиро-
вать из лаковой основы и практически полностью
остаются в эмали. Подтверждением данному факту
Актуально
ÝÌÀËÈÐÎÂÀÍÍÛÅ ÏÐÎÂÎÄÀ
«КАБЕЛЬ-news», № 1, 2013, www.kabel-news.ru
61
служит и отношение массы продук-
та структурирования смолы к массе
m
, которое осталось таким же, как
и для образцов № 1 и 2,
P
3
= 1,1–1,2.
При проведении ТГА степень струк-
турирования этого образца достигла
величины
1
= 100%, и определить
степень доструктуризации не пред-
ставляется возможным, т.к. потеря
массы образца является суммарным
параметром этих двух процессов
В эмалевой пленке, снятой с про-
волоки (образец № 3), диффузия
продуктов деструкции идёт с двух
сторон плёнки, и её расчетная длина
пути в два раза меньше, чем в образ-
це № 4. Поэтому в эмалевой плёнке,
снятой с провода, постоянная време-
ни диффузии будет в четыре раза меньше. Процесс
диффузии при термогравиметрическом анализе
ускоряется.
В образце № 3 плёнка эмали была снята с про-
волоки механическим путём. В процессе отрыва
она подвергалась значительным деформациям, в
результате которых произошла механодеструкция,
связанная с образованием внутренних напряжений,
микро- и макротрещин в связи с разрывом наиболее
слабых связей, что в значительной степени облегча-
ет процесс диффузии молекул. Сказанное относится
прежде всего к неструктурированной части смолы.
Поэтому во второй области вместо процесса струк-
турирования следует ожидать дополнительный уход
н.м.ф. Структурированная часть смолы перешла в
неплавкое и нерастворимое состояние с образова-
нием пространственной сетки с более высокой энер-
гией внутримолекулярного взаимодействия. При
механических деформациях эта структура сохрани-
лась. Можно предположить, что степень структури-
рования эмали осталась неизменной с момента её
запечки в эмаль-печи.
Как следует из табл., исходная масса образца
№ 3 составляла
m
0
= m
1
+
m
=1,675
мг
+ 2,854
мг
= 4,53
мг
.
Отношения
m
1
/ m
o
и
m / m
o
соответствуют 37 и
63% от его полной массы. Если бы он не был под-
вергнут термомеханической деструкции, тогда пара-
метр
P
1
, как и во всех остальных случаях, лежал бы
в пределах
P
1
=0,52–0,55
, а массовые доли
m
1
и
m
в
нём составляли 53 и 47%, что соответствует значе-
ниям
m
1
' = 2,4 мг
и
m' = 2,13 мг
. Таким образом, тер-
момеханическая деструкция способствовала умень-
шению массы структурированной смолы на 0,73
мг
и на столько же увеличился выход н.м.ф. смолы в
области структурирования.
Следовательно, в образце № 3 практически вся
масса низкомолекулярных фракций успевает уда-
литься из объёма смолы и параметр
P
3
уменьшился
от 1,1 до 0,587 за счёт увеличения
m
(уравнение 4).
Полностью структурированный остаток эмали в смо-
ле составляет
Р
2
= 0,37. Аналогично ведёт себя и па-
раметр
Р
1
, характеризующий долю структурирован-
ной эмали в смоле.
Таким образом, в процессе проведения термогра-
виметрического анализа из образца № 3 удалялись
не только н.м.ф., но и не успевшая прореагировать
смола. Степень структурирования в нём после ТГА
составила
Р
1
/
Р
1max
= m
1
/ m
1
' =
0,37/0,53=0,7, что удо-
влетворительно соответствует полученным ранее
данным с использованием метода диэлектрических
потерь [5].
В заключениe следует отметить, что много-
слойный способ эмалирования из раствора лака
не позволяет реализовать оптимальные физико-
механические свойства изоляции по причине её не-
однородности и наличия низкомолекулярных приме-
сей — примерно 40—50% от твёрдой основы.
ЛИТЕРАТУРА
1. С.Д. Холодный. Технология термообработки изо-
ляции кабелей и проводов. — М. МЭИ, 1994, 160 с.
2. Кабели и провода. Основы кабельной техники/
А.И. Балашов, М.А. Боев, А.С. Воронцов и др. Под
ред. И.Б. Пешкова. — М.: Энергоатомиздат, 2009,
470 с. Ил.
3. С.А. Рейтлингер. Проницаемость полимерных ма-
териалов. — М.: Химия, 1974, 272 с.
4. А.В. Петров. Основные положения к расчёту
маршрута калибров для эмалирования проволо-
ки. Кабели и провода, 2009, № 6, с. 12—14.
5. А.В. Петров. Метод оценки степени запечки изо-
ляции провода ПЭФД-2-200 по температурной
зависимости tg
. Журнал «КАБЕЛЬ-news». № 10,
2009, с. 52—55.
Таблица. Расчётные значения технологических параметров
эмалирования
№
Образец
m
0
,
мг
m
p
,
мг
m
1
,
мг
m,
мг
P
P
1
P
2
P
3
1
Капля
17,66
11,03
3,506
3,115
0,375
0,53
0,20
1,13
2
Желатини-
зир.
лак
8,437
2,615
3,219
2,595
0,69
0,55
0,38
1,24
3
Эмаль
4,53
0
1,675
2,854
—
0,37
—
0,587
4
Проволока
1,657
0
0,863
0,794
—
0,52
—
1,1
Актуально
ÝÌÀËÈÐÎÂÀÍÍÛÅ ÏÐÎÂÎÄÀ
Оригинал статьи: Применение термогравиметрического анализа для определения физико-химических параметров изоляции эмалированных проводов
Данная статья рассматривает определение с помощью дифференциального термогравиметрического анализа (ДТГА) основных количественных закономерностей процессов пленкообразования и оценку возможности расчёта степени завершённости процесса структурирования изоляции эмалированных проводов.






