164
СБОРНИК
НАУЧНО
-
ТЕХНИЧЕСКИХ
СТАТЕЙ
Применение
метода
ультразвукового
неразрушающего
контроля
для
диагностики
состояния
фарфоровых
покрышек
Гущеваров
П
.
Л
.,
Широкшин
А
.
В
.,
Кайсин
И
.
В
.,
филиал
ПАО
«
МРСК
Центра
и
Приволжья
» — «
Кировэнерго
»
Аннотация
Основные
причины
повреждения
фарфоровых
покрышек
маломасляных
выключателей
ВМТ
-110.
Краткое
изложение
методики
ультразвукового
неразрушающего
контроля
по
-
крышек
ПВМо
-110.
Результаты
работы
по
диагностике
фарфоровых
покрышек
в
филиале
«
Киров
энерго
»
ПАО
«
МРСК
Центра
и
Приволжья
».
Ключевые
слова
:
фарфоровые
покрышки
маломасляных
выключателей
,
узлы
армировки
,
структурометрия
,
дефектометрия
,
дефектограмма
П
ри
эксплуатации
выключателей
ВМТ
-110
в
филиале
«
Кировэнерго
»
ПАО
«
МРСК
Цен
-
тра
и
Приволжья
» (
далее
—
Кировэнерго
)
неоднократно
выявлялись
дефекты
фарфоровых
покрышек
ПВМо
-110 (
далее
—
покрышек
).
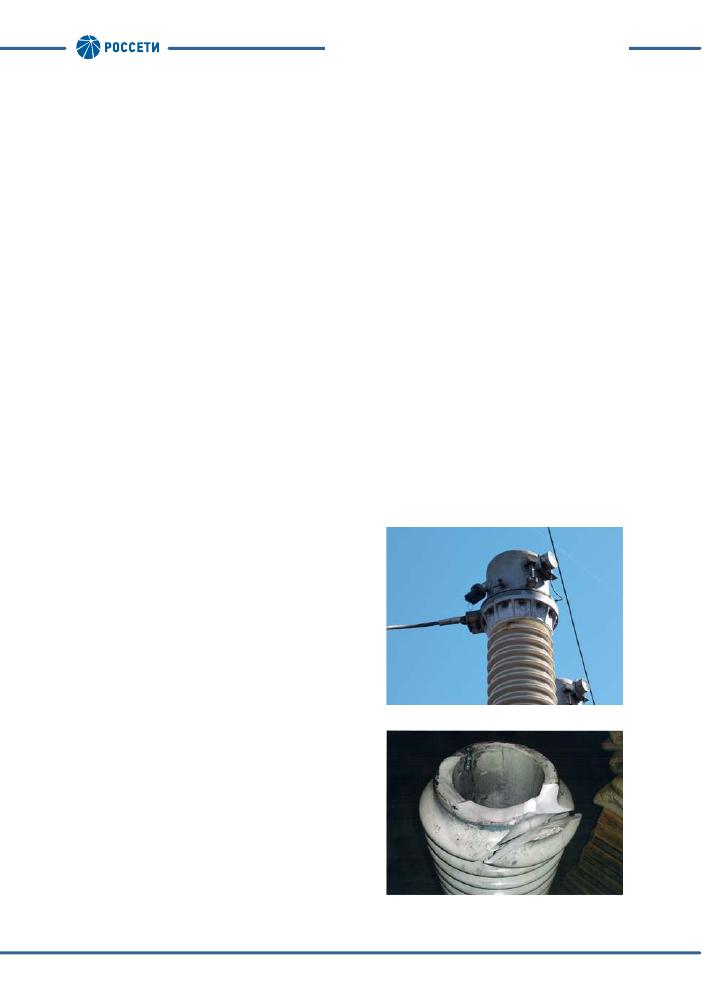
Одни
дефекты
выявлялись
при
внешнем
осмотре
вы
-
ключателей
(
рисунок
1).
Другие
дефекты
приводи
-
ли
к
разрушению
покрышек
(
рисунок
2).
Практически
при
всех
повреждениях
обна
-
руживались
кольцевые
трещины
на
внутренней
поверхности
фарфора
в
узлах
армировки
покры
-
шек
,
по
которым
и
происходило
разрушение
(
ри
-
сунок
3).
Причем
повреждались
как
верхние
,
так
и
нижние
узлы
армировки
.
Как
правило
,
поврежде
-
Рис
. 1.
Покрышка
с
видимым
подтеком
масла
Рис
. 2.
Покрышка
,
поврежденная
в
работе

165
ДИАГНОСТИЧЕСКИЕ
ОБСЛЕДОВАНИЯ
И
ИСПЫТАНИЯ
ния
происходили
в
зимний
период
времени
,
особенно
в
периоды
резких
перепадов
темпера
-
тур
окружающей
среды
.
Причиной
этих
повреждений
служила
нестабильность
механической
прочности
покрышек
,
обусловленная
низкими
механическими
характеристиками
применяемой
некоторыми
производителями
массы
фарфора
,
а
также
периодическими
нарушениями
техно
-
логии
изготовления
и
армирования
фарфора
.
Для
контроля
за
состоянием
покрышек
без
разборки
выключателей
Кировэнерго
в
2007
году
были
приобретены
прибор
УДС
2
ВФ
-
ЦИВОМ
-
ЭП
(
далее
—
прибор
) (
рисунок
4)
и
«
Методика
ультразвукового
неразрушающего
контроля
покрышек
маломасляных
выключа
-
телей
»
у
ООО
«
Центр
испытаний
высоковольтного
оборудования
и
материалов
»,
г
.
Санкт
-
Пе
-
тербург
(
ЦИВОМ
) [1].
Согласно
методике
ЦИВОМ
ультразвуковой
неразрушающий
контроль
(
далее
—
УЗНК
)
по
-
крышек
включает
в
себя
два
метода
:
ультразвуковую
импульсную
структурометрию
(
далее
—
УЗС
)
и
ультразвуковую
импульсную
дефектометрию
(
далее
—
УЗД
).
При
помощи
УЗС
выявляются
открытая
микроскопическая
пористость
фарфора
(
далее
—
ОМИП
)
и
«
нарушение
»
состава
фарфоровой
массы
.
ОМИП
—
дефект
,
в
настоящее
время
от
-
ветственный
за
основную
часть
разрушения
изоляторов
по
вине
изготовителей
.
ОМИП
имеет
чисто
производственное
происхождение
,
поэтому
проведение
повторной
УЗС
не
требуется
.
УЗС
заключается
в
измерении
скоростей
распространения
в
верхнем
и
нижнем
«
опасных
»
сечениях
(
далее
—
ВОС
и
НОС
)
контролируе
-
мых
покрышек
«
головных
» (
сигнал
проходит
сквозь
фарфоровое
тело
покрышки
)
и
поверх
-
ностных
(
сигнал
проходит
по
поверхности
по
-
крышки
)
ультразвуковых
колебаний
(
УЗК
).
Измерение
скоростей
распространения
«
головных
» (
далее
—
ГВ
)
и
поверхностных
волн
(
далее
—
ПВ
)
осуществляется
в
танген
-
циальном
направлении
,
с
помощью
одной
и
той
же
пары
датчиков
ультразвуковых
коле
-
баний
рабочей
частотой
2,5
МГц
с
призматиче
-
скими
насадками
;
один
из
датчиков
является
излучателем
(
И
),
другой
—
приемником
(
П
)
(
рисунок
5).
На
боковой
поверхности
ВОС
и
НОС
покрышки
с
помощью
штангенциркуля
Рис
. 3.
Кольцевые
трещины
Рис
. 4.
Прибор
УДС
2
ВФ
-
ЦИВОМ
-
ЭП
Рис
. 5.
Схема
УЗС
:
И
(
П
) —
излучатель
(
при
-
емник
)
с
призматической
насадкой
,
L
Г
—
база
измерения
скорости
«
головной
»
волны
(
ГВ
),
дуга
АВ
—
база
измерения
скорости
поверх
-
ностной
волны
(
ПВ
)
166
СБОРНИК
НАУЧНО
-
ТЕХНИЧЕСКИХ
СТАТЕЙ
с
длинными
губками
и
маркера
наносятся
метки
,
соответствующие
длине
базы
измерения
(
L
Г
= 180
мм
)
скорости
ГВ
;
с
помощью
гибкой
линейки
с
прорезями
и
маркера
наносятся
метки
,
соответствующие
длине
базы
измерения
(
длина
дуги
100
мм
)
скорости
ПВ
.
Для
обеспечения
акустического
контакта
рабочие
грани
призм
датчиков
смачиваются
во
-
дой
,
датчики
устанавливаются
на
метки
для
измерения
ГВ
и
плотно
прижимаются
к
поверх
-
ности
изделия
.
Производится
отсчет
времени
прохождения
ГВ
по
прибору
.
Данные
операции
повторяются
для
измерения
времени
прохождения
ГВ
и
ПВ
в
ВОС
и
НОС
.
По
измеренным
значениям
времени
прохождения
эхо
-
сигнала
и
известной
длине
базы
из
-
мерения
рассчитываются
скорости
прохождения
ГВ
и
ПВ
.
Полученные
значения
скоростей
распространения
ГВ
и
ПВ
сравниваются
с
«
граничными
».
«
Граничные
»
скорости
определяются
для
покрышек
,
входящих
в
технологически
однородную
партию
(
изделия
одного
типа
,
выпущенные
одним
и
тем
же
заводом
в
течение
одного
года
)
по
результатам
совместных
ультразвуковых
и
разрушающих
(
методом
фуксиновой
пробы
под
давлением
)
испытаний
и
предоставляются
ЦИВОМ
.
Если
полученные
скорости
распростране
-
ния
ГВ
и
ПВ
выше
«
граничных
»,
покрышка
считается
годной
.
Покрышка
считается
«
условно
годной
»,
если
хотя
бы
одна
из
полученных
скоростей
ниже
«
граничного
значения
»
не
более
чем
на
100
м
/
с
и
подлежит
плановой
замене
.
В
остальных
случаях
покрышка
считается
негод
-
ной
и
подлежит
немедленной
замене
.
УЗД
покрышек
позволяет
выявлять
макроскопические
дефекты
«
опасных
»
сечений
и
око
-
нечностей
как
производственные
,
так
и
возникающие
в
эксплуатации
из
-
за
впитывания
влаги
в
зоны
ОМИП
.
Повторная
УЗД
целесообразна
для
временно
оставляемых
в
эксплуатации
по
-
крышек
,
в
которых
при
первичном
УЗНК
выявлены
ОМИП
или
иные
производственные
дефек
-
ты
,
либо
для
покрышек
,
эксплуатируемых
свыше
нормативного
срока
,
в
которых
могут
возни
-
кать
медленно
растущие
зоны
растрескивания
.
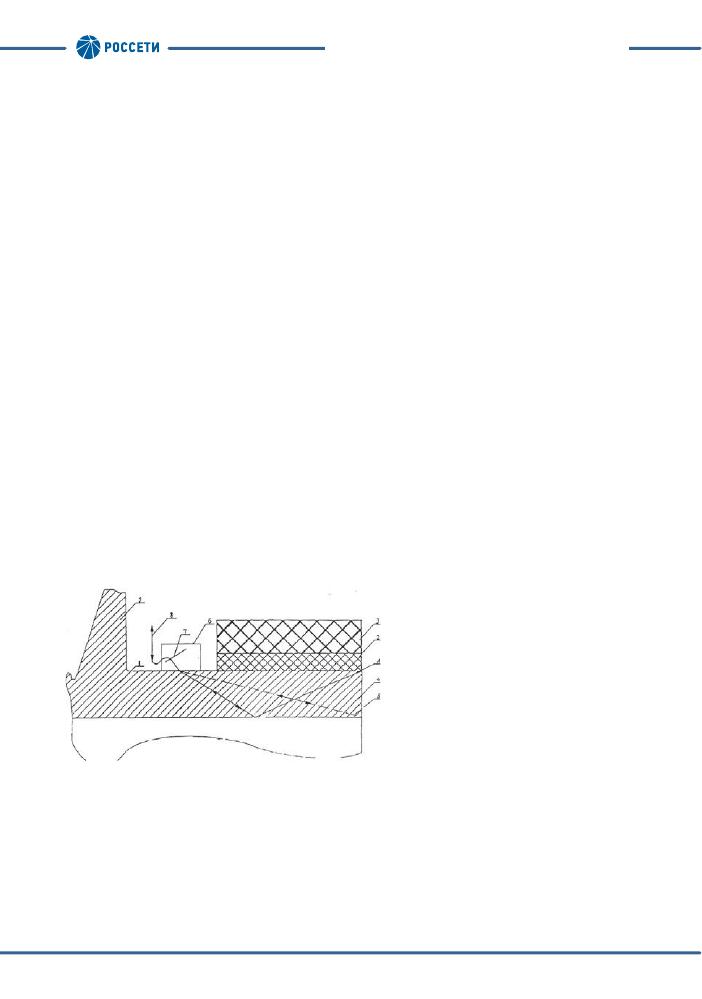
УЗД
основана
на
прозвучивании
оконечностей
покрышек
с
помощью
малогабаритных
на
-
клонных
пьезоэлектрических
преобразователей
(
далее
—
ПЭП
)
с
углом
ввода
ультразвуковых
колебаний
45º–65º (
рисунок
6).
При
этом
для
ПЭП
с
меньшим
углом
ввода
ультразвуковых
колебаний
лучше
просматривается
внешняя
область
торца
—
вариант
«
А
» («
зеркальный
»
сигнал
—
отра
-
жение
от
внешнего
угла
торца
по
-
крышки
),
для
ПЭП
с
большим
углом
ввода
ультразвуковых
колебаний
лучше
просматривается
внутренняя
область
торца
—
вариант
«
Б
» («
пря
-
мой
»
сигнал
—
отражение
от
вну
-
треннего
угла
торца
покрышки
).
Вы
-
бор
ПЭП
зависит
от
качества
обжига
покрышки
и
от
марки
фарфоровой
массы
(
М
110–
М
130).
Обследование
производится
по
возможности
вблизи
от
армиро
-
вочного
шва
.
Поверхность
опасного
сечения
должна
быть
очищена
от
краски
и
обильно
смочена
водой
.
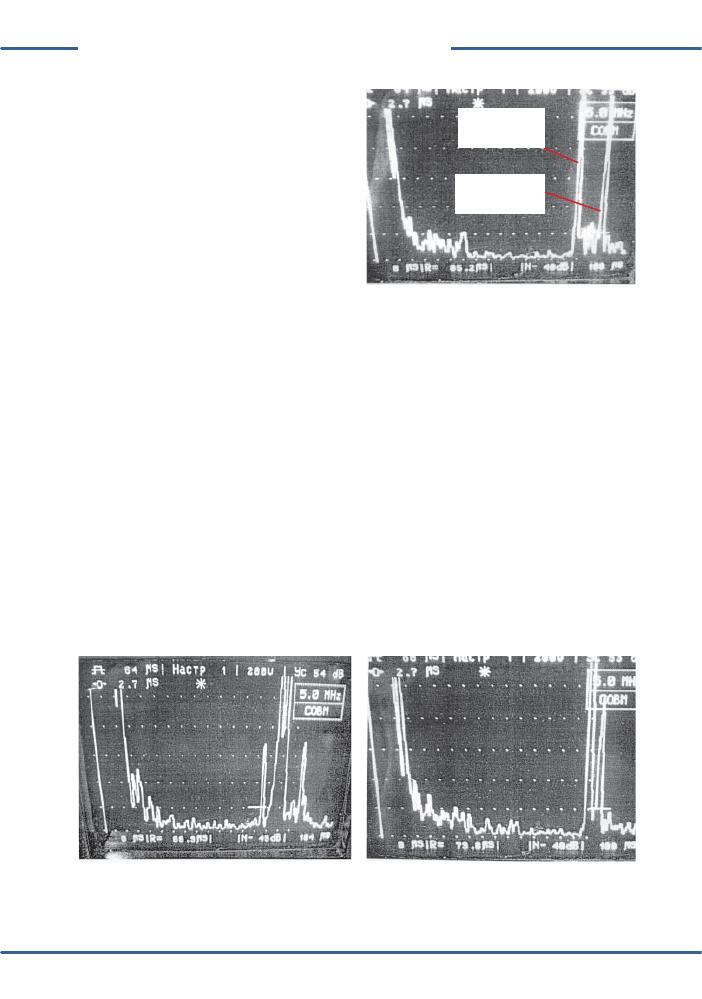
Дефектограмма
участка
покрышки
,
Рис
. 6.
Схема
УЗД
1
—
фарфоровое
тело
покрышки
2 —
армирующий
цементный
состав
3 —
металлический
фланец
4 —
торец
фарфоровой
части
5 —
ребро
покрышки
6 —
призма
наклонного
датчика
7 —
пьезопластина
8 —
коаксиальный
кабель
А
и
Б
—
варианты
прозвучивания
167
ДИАГНОСТИЧЕСКИЕ
ОБСЛЕДОВАНИЯ
И
ИСПЫТАНИЯ
не
имеющего
сколов
и
трещин
,
приведе
-
на
на
рисунке
7.
Разница
между
«
прямым
»
и
«
зеркальным
»
пиками
составляет
порядка
10
мкс
.
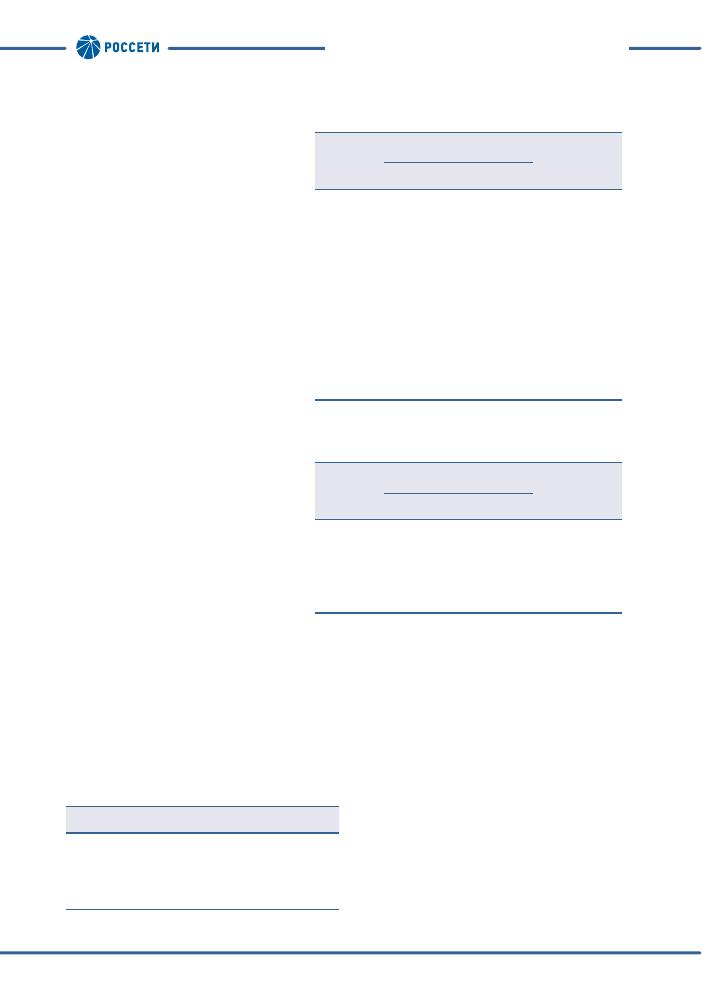
Появление
сигнала
с
временными
коор
-
динатами
меньшими
,
чем
у
«
прямого
»
сигна
-
ла
,
свидетельствует
о
наличии
внутренних
трещин
,
наиболее
опасного
дефекта
(
ри
-
сунок
8).
Внутренние
трещины
-
сколы
часто
начинаются
на
внутреннем
угле
,
уходят
в
глубину
и
снова
выходят
на
угол
торца
.
На
экране
дефектоскопа
это
выглядит
как
изменение
положения
сигнала
-
дефекта
при
перемещении
датчика
.
Уменьшение
разницы
между
«
прямым
»
и
«
зеркальным
»
сигналом
свидетельствует
о
на
-
личии
на
данном
участке
внешнего
скола
на
торце
покрышки
(
рисунок
9).
Следить
за
этой
разницей
необходимо
через
каждый
сантиметр
дуги
окружности
опасного
сечения
.
Глубокий
внешний
скол
(
разница
между
«
прямым
»
и
«
зеркальным
»
пиками
менее
2
мкс
)
приводит
к
тому
,
что
скол
заходит
за
резиновое
уплотнение
и
появляется
возможность
подтекания
масла
под
резиновое
уплотнение
через
скол
и
слой
цементной
армировки
.
При
сильной
ОМИП
возможен
случай
,
когда
затухание
сигнала
настолько
сильное
,
что
ме
-
стами
(
или
по
всей
окружности
опасного
сечения
)
не
удается
выловить
ни
«
прямого
»
сигнала
,
ни
«
зеркального
».
Как
правило
,
такие
торцы
впитывают
масло
и
влагу
.
Так
как
у
таких
покрышек
невозможно
выявить
,
появились
зоны
растрескивания
на
торцах
или
нет
,
они
отбраковываются
.
В
Кировэнерго
в
эксплуатации
находится
16
выключателей
типа
ВМТ
-110,
на
которых
уста
-
новлено
96
покрышек
следующих
производителей
:
–
Уральский
изоляторный
завод
,
г
.
Камышлов
Свердловской
области
(
УИЗ
);
–
Германская
демократическая
республика
(
ГДР
);
–
Великолукский
завод
электротехнического
фарфора
,
г
.
Великие
Луки
Псковской
области
(
ВЗЭФ
);
–
Славянский
завод
высоковольтных
изоляторов
,
г
.
Славянск
Донецкой
области
(
СЗВИ
).
Рис
. 8.
Дефектограмма
области
торца
по
-
крышки
с
глубокими
внутренними
трещинами
-
сколами
торца
Рис
. 9.
Дефектограмма
области
торца
покрышки
с
внешним
сколом
торца
Рис
. 7.
Дефектограмма
области
торца
покрыш
-
ки
без
дефектов
«
Прямой
»
сигнал
«
Зеркальный
»
сигнал
168
СБОРНИК
НАУЧНО
-
ТЕХНИЧЕСКИХ
СТАТЕЙ
С
2007
года
в
Кировэнерго
произ
-
водится
УЗНК
покрышек
.
На
данный
момент
некоторые
покрышки
обсле
-
дованы
по
два
раза
и
более
.
Кроме
покрышек
,
установленных
на
выклю
-
чателях
,
обследовались
покрышки
аварийного
резерва
,
а
также
осу
-
ществляется
входной
контроль
всех
новых
покрышек
.
Каждой
покрышке
по
результатам
обследования
присваивается
катего
-
рия
качества
(
сортности
) — 1
С
, 2
С
,
3
С
, 4
С
, 5
С
[1].
В
таблице
1
приведены
результа
-
ты
обследования
по
годам
и
по
«
сор
-
там
».
В
2007–2009
годах
производилось
первичное
обследование
покрышек
в
составе
выключателей
.
С
2009
года
обследование
покрышек
производит
-
ся
также
во
время
среднего
ремонта
с
разбором
выключателей
,
что
по
-
зволяет
визуально
оценить
торцевые
поверхности
покрышек
.
С
2009
года
также
производится
обследование
новых
покрышек
,
которым
может
быть
присвоена
категория
качества
1
С
[1].
В
таблице
2
приведены
результа
-
ты
обследования
по
заводам
-
произ
-
водителям
и
по
«
сортам
».
Большинство
покрышек
3
С
, 4
С
и
5
С
[1]
составляют
покрышки
производства
УИЗ
.
Состоя
-
ние
покрышек
производства
ВЗЭФ
,
СЗВИ
и
ГДР
значительно
лучше
.
Категория
качества
1
С
[1]
присвоена
новым
покрышкам
ВЗЭФ
.
По
результатам
УЗНК
выключатели
выводились
в
ремонт
со
вскрытием
.
Производился
ви
-
зуальный
осмотр
торцевых
поверхностей
покрышек
.
При
подтверждении
результатов
УЗНК
покрышки
отбраковывались
.
С
2007
года
произведена
замена
31
покрышки
, 6
покрышек
нахо
-
дятся
в
аварийном
запасе
.
Изменение
распределения
покрышек
(
не
считая
новых
)
на
выключателях
по
заводам
-
про
-
изводителям
после
начала
проведения
УЗНК
приведено
в
таблице
3.
Большинство
повредившихся
и
забра
-
кованных
покрышек
относится
к
покрыш
-
кам
производства
УИЗ
.
Фарфоровые
тела
этих
покрышек
изготавливались
из
сили
-
катного
фарфора
(
подгруппа
110
по
ГОСТ
20419-83) [3].
Табл
. 1.
Результат
обследования
покрышек
по
годам
и
по
сортам
Год
про
-
ведения
УЗНК
Показатель
сортности
Всего
обследовано
покрышек
,
шт
.
1
С
2
С
3
С
4
С
5
С
2007
16
11
3
30
2008
20
5
5
30
2009
5
45
8
1
59
2010
6
13
5
7
1
32
2011
3
22
8
4
1
38
2012
11
23
7
7
48
2013
19
17
6
3
45
2014
6
16
12
3
3
53
2015
16
14
12
6
3
59
Табл
. 2.
Результат
обследования
покрышек
по
заводам
-
производителям
и
по
сортам
Завод
-
произво
-
дитель
Показатель
сортности
Всего
обследовано
покрышек
,
шт
.
1
С
2
С
3
С
4
С
5
С
УИЗ
62
51
20
6
139
ВЗЭФ
66
27
11
9
1
114
ГДР
81
9
10
100
СЗВИ
16
3
1
20
Табл
. 3.
Изменение
распределения
покрышек
УИЗ ГДР
СЗВИ
ВЗЭФ
Было
в
2007
г
.
41
29
8
18
Стало
в
2016
г
.
17
26
6
16
Изменения
–24
–3
–2
–2

169
ДИАГНОСТИЧЕСКИЕ
ОБСЛЕДОВАНИЯ
И
ИСПЫТАНИЯ
Покрышки
производства
ВЗЭФ
,
СЗВИ
и
ГДР
повреждались
и
браковались
значительно
реже
.
Фарфоровые
тела
этих
покрышек
изготавливались
из
глиноземистого
фарфора
(
под
-
группа
120
по
ГОСТ
20419-83) [3].
Выводы
:
1.
Применение
метода
УЗНК
позволяет
без
разборки
выключателя
выявить
скрытые
дефекты
на
начальной
стадии
их
развития
и
предотвратить
серьезные
аварии
на
энергообъектах
.
2.
По
результатам
УЗНК
отмечено
,
что
покрышки
,
изготовленные
из
глиноземистого
фарфо
-
ра
,
в
сравнении
с
покрышками
из
силикатного
фарфора
,
обладают
лучшими
эксплуатаци
-
онными
характеристиками
.
ЛИТЕРАТУРА
1.
Ультразвуковой
неразрушающий
контроль
высо
-
ковольтных
фарфоровых
изоляторов
на
монтаже
и
в
эксплуатации
.
Методика
ультразвукового
не
-
разрушающего
контроля
покрышек
маломасля
-
ных
выключателей
.
С
-
Пб
.:
ЦИВОМ
, 2014.
2.
ГОСТ
Р
52034-2008.
Изоляторы
керамические
опорные
на
напряжение
свыше
1000
В
.
М
.:
Стан
-
дартинформ
, 2009.
3.
ГОСТ
20419-83.
Материалы
керамические
элек
-
тротехнические
.
Классификация
и
технические
требования
.
Утвержден
и
введен
в
действие
По
-
становлением
Государственного
комитета
СССР
по
стандартам
от
27.01.83
№
429.
Оригинал статьи: Применение метода ультразвукового неразрушающего контроля для диагностики состояния фарфоровых покрышек
Основные причины повреждения фарфоровых покрышек маломасляных выключателей ВМТ-110. Краткое изложение методики ультразвукового неразрушающего контроля покрышек ПВМо-110. Результаты работы по диагностике фарфоровых покрышек в филиале «Кировэнерго» ПАО «МРСК Центра и Приволжья».