
34
«КАБЕЛЬ-news», № 2, 2012, www.kabel-news.ru
Производство
ÌÀÒÅÐÈÀËÛ
Р
асчёт технологического режима эмалиро-
вания проводов является достаточно слож-
ной задачей, и в настоящее время нет ин-
женерного метода расчёта, позволяющего
его оптимизировать. Процесс плёнкообразования
обусловлен высыханием слоя лака на поверхности
провода и может проходить двумя путями:
• физическое улетучивание растворителя, в ре-
зультате которого происходит формирование
плёнки вследствие сближения макромолекул
плёнкообразующего и физического взаимодей-
ствия, определяющего когезионную прочность
плёнки;
• химическое превращение плёнкообразующего,
которое может сопровождаться испарением рас-
творителя.
В современной технологии производства эмали-
рованных проводов плёнкообразование происходит
вследствие химических превращений и может быть
обусловлено двумя процессами: полимеризацией и
поликонденсацией. Так, высыхание полиэфирных и
полиэфиримидных лаков происходит в результате
сополимеризации и поликонденсации плёнкообра-
зующего взаимодействия после испарения раство-
рителя.
Уравнение Больцмана позволяет рассчитать
долю молекул вещества N
i
, потенциальные энер-
гии которых лежат в заданном интервале значений.
Если молекулы находятся в состоянии с энергиями
E
1
, E
2
и т.д., то число молекул N
1
, N
2
и т.д. в этих со-
стояниях при равновесии зависит от абсолютной
температуры T следующим образом:
N
i
= N · e
–(E
i
/kT)
,
где N
i
— число молекул с потенциальной энерги-
ей E
i
, N — общее число молекул в системе, k = 8,31
Дж/моль
·
град.
, молекулярная газовая постоянная.
Показатель степени фактора Больцмана e
–(E
i
/kT)
содержит отношение энергии молекулы к энергии
её теплового движения kT.Уравнение Больцмана по
форме напоминает уравнение Аррениуса и предпо-
лагает, что молекулы, чтобы прореагировать, долж-
ны обладать некоторой энергией E
a
[1]. Для того
чтобы молекулы могли вступать в химическую реак-
цию, они должны быть активированы. Чем больше
энергия активации молекул, тем реже происходят
столкновения между ними, чтобы вызвать реакцию
при данной температуре, и тем медленнее протека-
ет реакция.
Стадия роста цепи требует значительно меньше
энергии активации 25—33 кДж/моль, чем стадия
инициирования 250—350 кДж/моль, и представляет
собой последовательное взаимодействие растущих
свободных радикалов с молекулами мономера, что
приводит в итоге к образованию макромолекулы по-
лимера.
РАСЧЁТ ПОСТОЯННОЙ ВРЕМЕНИ
ХИМИЧЕСКОЙ РЕАКЦИИ
Полимеризация под влиянием
химических иници-
аторов
реакции протекает со значительно меньшей
энергией активации (~100—150 кДж/моль
)
по срав-
нению с термическим распадом на свободные ради-
калы
.
Это позволяет проводить полимеризацию при
более низких температурах [1].
В случае стационарного режима постоянная вре-
мени химической реакции может быть рассчитана по
уравнению
=
o
· e
(E
а
/kT)
,
(1)
где
o
= 5 · 10
-13
c —
const
, k =
8,31
Дж/моль
·
K —
универсальная газовая постоянная;
E
a
, kДж/моль
—
энергия активации химической реакции, T — темпе-
ратура реакции, K.
Для того чтобы воспользоваться уравнением (1),
справедливым для стационарного режима, необхо-
димо разбить кривую температуры провода от вре-
мени нахождения в печи на интервалы и заменить
Определение степени
структурирования изоляции
эмалированных проводов
Александр ПЕТРОВ, к.т.н.
доцент кафедры «Электромеханические комплексы и материалы» Энергетического
института Томского политехнического университета
35
«КАБЕЛЬ-news», № 2, 2012, www.kabel-news.ru
Производство
ÌÀÒÅÐÈÀËÛ
плавную кривую нагрева провода на ступенчатую
(рис. 1) [2].
В случае стационарного режима реакции концен-
трация прореагировавшего вещества увеличивает-
ся со временем и для реакции первого
порядка равна
C
t
= C
o
·(1 – e
– t /
),
где
— постоянная времени химиче-
ской реакции при температуре Т
n.cp
.
Степенью завершённости реакции
является отношение концентрации про-
дукта поликонденсации в момент време-
ни t при постоянной температуре участка
T
n
к количеству исходного вещества С
о
:
= C
t
/C
o
= 1 – e
– t /
.
(3)
Применительно к расчёту степени за-
печки изоляции провода за элементарное
время запечки t следует принимать время
t
y
прохождения проводом участка печи
(ступени) с постоянной температурой,
C
o
— первоначальная концентрация про-
дукта; C
t
— концентрация продукта по-
ликонденсации к моменту времени t при
постоянной температуре участка Т
n.cp
[3].
В зависимости от вида лака процес-
сы структурирования в нём начинают
заметно проявляться при температуре
150—300
о
С и более, что соответствует постоянной
времени химической реакции, равной примерно
= 1·10
3
– 5·10
3
c.
После определения постоянной времени химиче-
ской реакции для каждого температурного участка
исключаем те постоянные времени, для которых сте-
пень завершённости химической реакции за время
прохождения проводом одного участка будет иметь
значение
0,001 – 0,003, полагая при этом, что
скорость химической реакции при выполнении дан-
ного условия близка к нулю.
Поэтому сначала нужно определить тот участок
печи, на котором постоянная времени химической
реакции удовлетворяет заданному условию.
Согласно результатам расчёта
таким является
участок № 8 с температурой провода Т
n.cp
= 400
o
C и
8
= 282,35
с
. За время пребывания провода на этом
участке t
y
= 0,53 c (точка А, рис. 2) степень завер-
шённости химической реакции составит:
8
= 1 – е
–(t
y
/
8)
= 1 – е
–0,53/282,35
=
1,87·10
-3
= 0,0019 = 0,19%.
С такой степенью запечки провод поступает на
следующий участок № 9 (точка Б), где его темпера-
тура становится равной Т
9n.
= 427
o
C, а постоянная
времени
= 76,17
с
. Для расчёта степени структури-
рования лака на последующих участках эмаль-печи
необходимо:
• по известной степени запечки лака, полученной
на предыдущем участке (
i-1
), рассчитать время (t
i
),
за которое такая же степень структурирования была
В пределах каждого участка температуру прово-
да считаем постоянной, равной
T
n.ср
.
Далее для каждого участка необходимо рассчи-
тать постоянную времени химической реакции
ис-
ходя из температуры провода на данном участке
T
n.ср
[3].
Например, если реакция поликонденсации идёт
по гидроксильным группам ОН с образованием про-
странственной сетки, то можно принять, что среднее
значение энергии активации этой реакции составля-
ет E
a
= 190 кДж/моль [4].
При средней температуре провода на первом
участке
T
1.ср
= 52
o
C = 325 K постоянная времени хи-
мической реакции этого участка равна
1
= 5·10
–13
e
190000/(8,31•325)
= 1,76·10
18
c.
Таким образом, производим расчёт постоянной
времени химической реакции для каждого участ-
ка температуры провода. Для последнего участка
T
15.cp
= 685K,
15
= 5·10
–13
e
190000/(8,31•685)
= 155,7 с.
РАСЧЁТ СТЕПЕНИ ЗАПЕЧКИ ИЗОЛЯЦИИ
ЭМАЛИРУЕМОГО ПРОВОДА ПРИ ПЕРВОМ
ПРОХОДЕ ЭМАЛЬ-ПЕЧИ
Согласно уравнению кинетики химической реак-
ции первого порядка при начальной концентрации
исходного продукта C
o
концентрация прореагиро-
вавшего вещества к моменту времени
t
при посто-
янной температуре Т К может быть рассчитана как
C
i
= C
o
·e
–E/kT
,
(2)
где Е — энергия активации химической реакции
при температуре Т К.
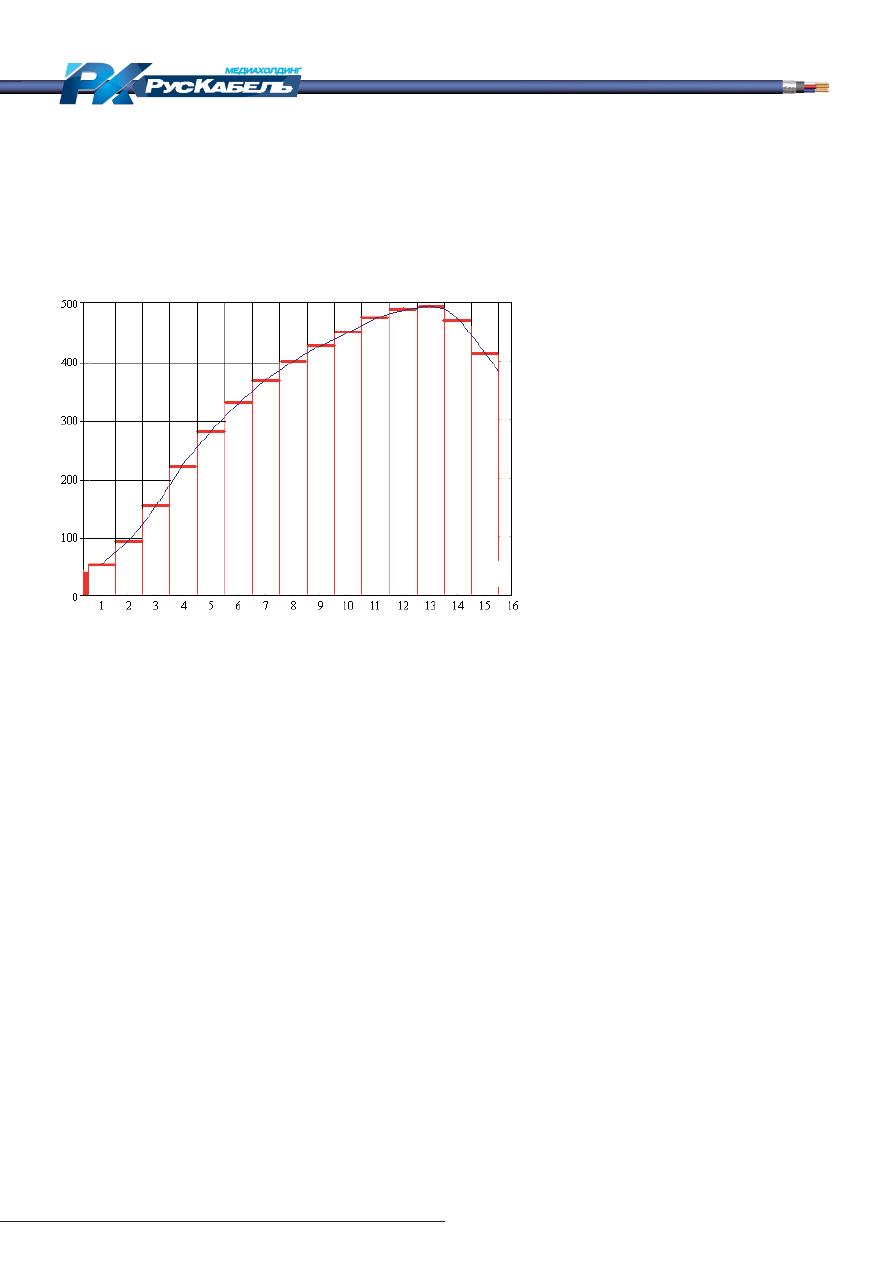
Рис. 1. Гистограмма распределения средней температуры
провода d
о
= 0,56 мм по участкам эмаль-печи при скорости
эмалирования
V
= 45 м/мин
o
C
n
T
n.ср
36
«КАБЕЛЬ-news», № 2, 2012, www.kabel-news.ru
Производство
ÌÀÒÅÐÈÀËÛ
бы достигнута на следующем (
l
) участке с более вы-
сокой (или более низкой) температурой с постоян-
ной времени (
i
):
t
i
= -ln(1 –
i-1
)·
i
;
(4)
• по сумме времен (t
i
+ t
y
) рассчитать степень за-
печки
i
:
i
= 1– e
–(t
i
+ t
y
)/
i
.
(5)
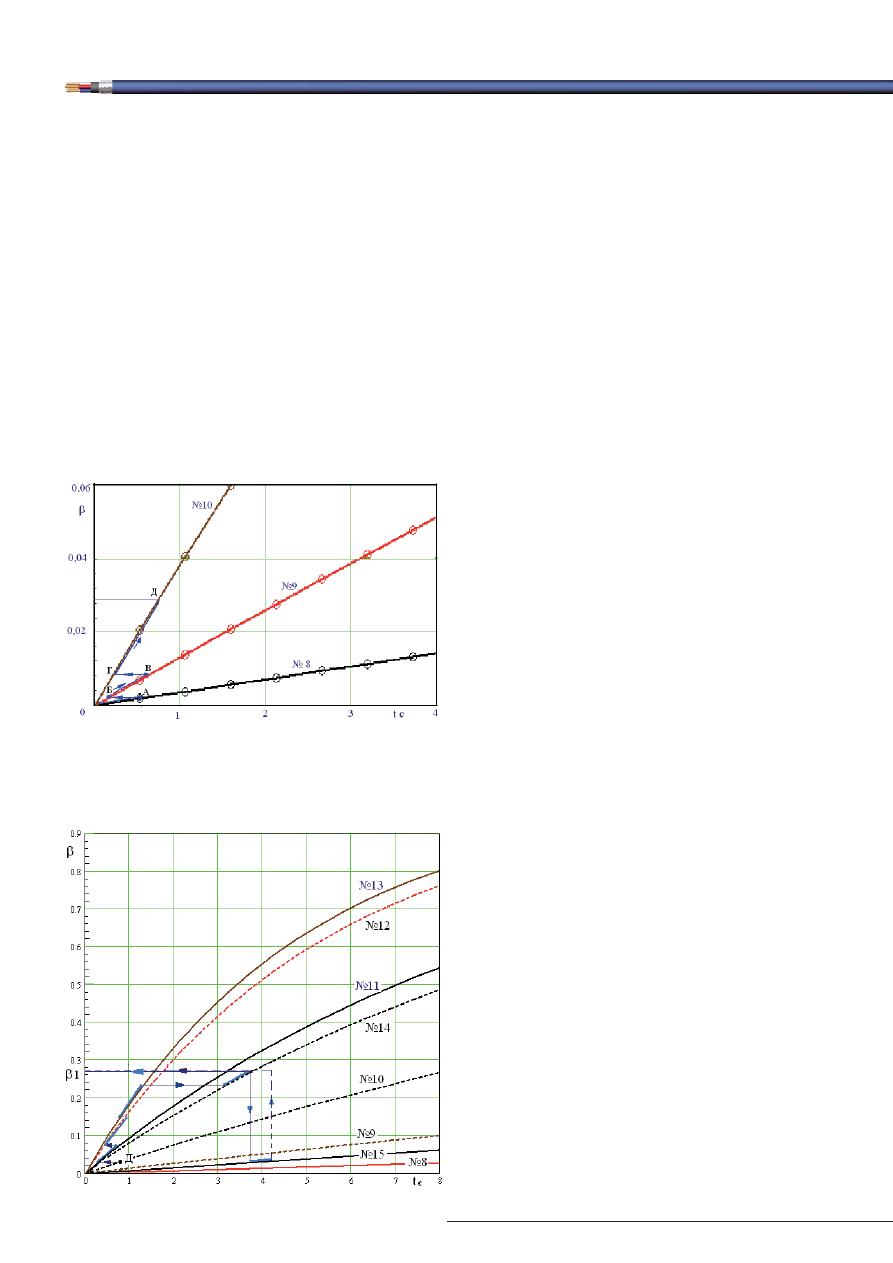
На рис. 2 в укрупнённом масштабе показана
схема расчёта
для участков № 8, 9 и 10. В рас-
сматриваемом примере степень запечки изоляции
провода
8
= 0,0019 была бы достигнута на участке
№ 9 за меньший промежуток времени, чем 0,53 с,
вследствие более высокой температуры этого участ-
ка (точка Б).
t
9
= -ln(1 –
8
)·
9
=
-ln(1 – 0,0019)·76,17 = 0,145 с.
За время прохождения проводом участка № 9
степень запечки изоляции повысится до значения
(точка В):
9
= 1 – e
–(t
9
+ t
y
)/
9
= 1 – e
(0,145+ 0,53)/
= 0,0088.
С этой степенью завершённости химической ре-
акции провод попадает на участок № 10 (точка Г) с
температурой провода T
10.n.cp
= 451
o
C .
По аналогии с предыдущим расчётом находим
время, за которое степень запечки
9
= 0,0088 была
бы достигнута на участке № 10 (точка Д):
t
10
= -ln(1 –
9
)·
10
=
-ln(1 – 0,0088)·25,8 = 0,228 с.
За время прохождения проводом участка № 10
степень запечки изоляции станет равной
10
= 1 – e
–(t
10
+
y
)/
10
= 1 – e
(0,228+ 0,53)/
= 0,029.
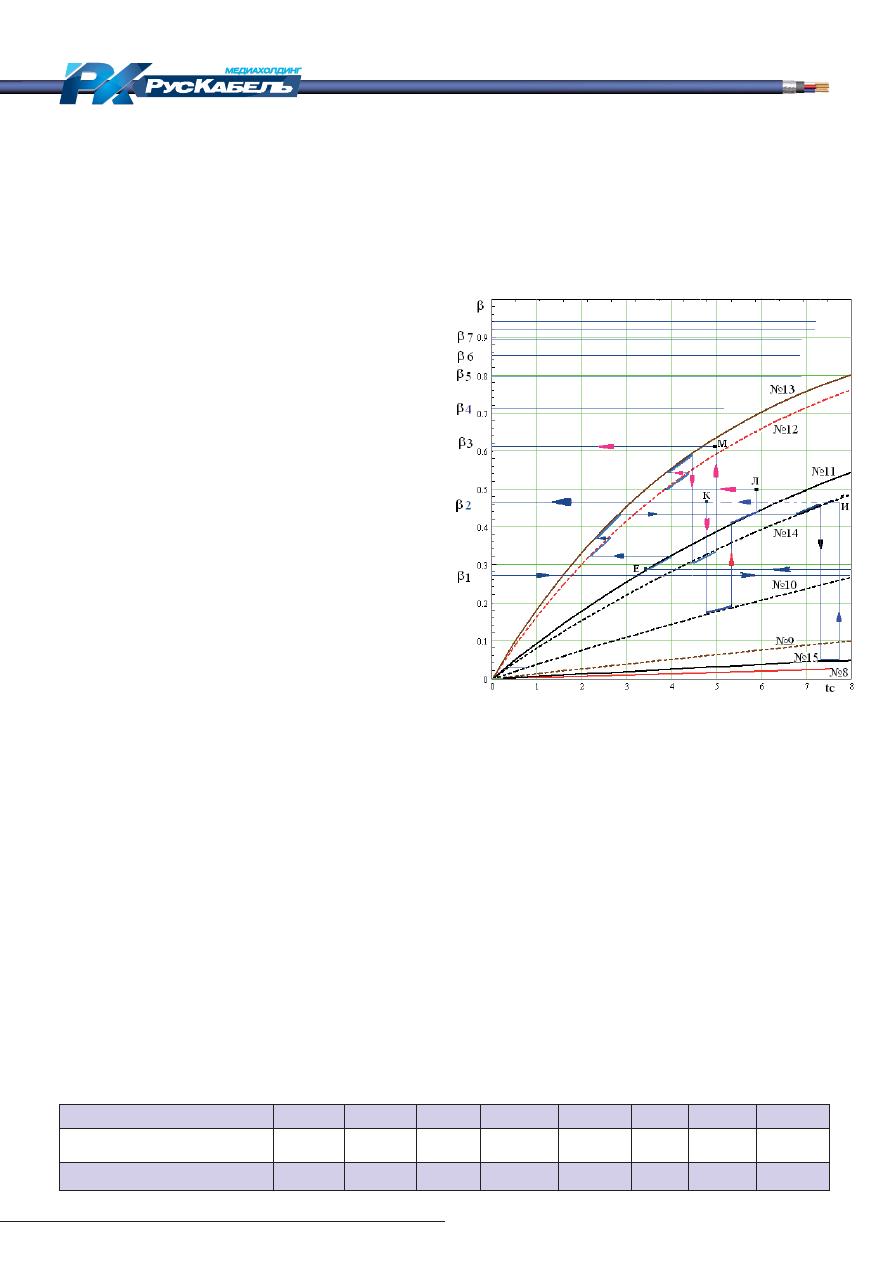
На рис. 3 приведена последовательность расчёта
степени завершённости химической реакции на сле-
дующих температурных участках первого прохода
провода (с 10-го по 15-й).
Следует обратить внимание на тот факт, что на
последних участках эмаль-печи (№ 14 и 15) темпе-
ратура провода значительно понижается, что приво-
дит к увеличению расчётного времени t
i
от t
9
= 0,67
с
на участке № 9 до t
15
= 49,3
c
на участке № 15.
На выходе с участка № 14 степень запечки изо-
ляции провода составила
14
= 0,269, а расчётное
значение t
14
+
14
=3,23 + 0,53 = 3,76 c. Далее провод
попадает на последний участок № 15, где его темпе-
ратура T
15n.
= 412
o
C.
Расчётное время t
15
= -ln (1 – 0,269)·155,7 = 48,79 с.
Поскольку элементарный участок провода проходит
всю длину эмаль-печи за время t = 8 c, а расчётную
степень запечки на последнем участке он мог бы по-
лучить за время не менее чем t = 48,79 с, то можно
полагать, что на этом участке нагрева степень струк-
турирования будет незначительна. Действительно,
расчёт степени запечки на последнем участке даёт
величину:
15
= 1 – e
(48,79+ 0,53)/
= 0,271.
Таким образом, степень завершённости процесса
структурирования после первого прохода можно при-
нять равной
1
=
15
= 0,27. Расчётные данные степе-
ней запечки
для каждого температурного участка
на первом проходе провода приведены в табл. 1.
После первого прохода степень запечки изо-
ляции провода составила
1
= 0,27 (
0,56 мм,
V = 45 м/мин).
РАСЧЁТ СТЕПЕНИ ЗАПЕЧКИ ИЗОЛЯЦИИ
ЭМАЛИРУЕМОГО ПРОВОДА ПРИ
ПОСЛЕДУЮЩИХ ПРОХОДАХ В ЭМАЛЬ-ПЕЧИ
После первого прохода, пройдя через лаконано-
сящее устройство, провод повторно заходит в печь
с тем же распределением температуры по её дли-
Рис. 3. Зависимость степени запечки изоляции
провода от времени нахождения его в эмаль-печи
на первом проходе (
0,56 мм, V = 45 м/мин,
номер кривой соответствует номеру участка)
Рис. 2. Схема расчёта
на начальных участках
структурирования лака
37
«КАБЕЛЬ-news», № 2, 2012, www.kabel-news.ru
Производство
ÌÀÒÅÐÈÀËÛ
не (рис. 4). При этом независимо от числа проходов
внешние слои лака, наносимые на провод, будут
иметь такую же степень структурирования, как и по-
сле первого прохода. И совершенно в других услови-
ях находятся слои лака, нанесённые на предыдущих
проходах, которые будут многократно проходить че-
рез эмаль-печь. Понятно, что самое большое число
проходов через эмаль-печь совершит нанесённый
первым слой лака. При каждом следующем проходе
этот слой будет подвергаться практически такой же
термической обработке, как и при первом проходе.
Процесс структурирования внутренних слоев изоля-
ции эмалируемого провода будет продолжаться при
всех его последующих проходах через эмаль-печь.
Наружный слой эмали будет иметь самую низкую
степень запечки, в то время как внутренний слой —
самую высокую.
Если начинать расчёт
на втором проходе с
участка № 9, тогда расчётное время достижения
значения
2,9
= 0,271 на этом участке составит
t
2,9
= -ln(1 – 0,071)· 76,16 = 23,97 с, а степень запечки
достигнет величины
= 1 – e
-24,5/
= 0,273. Следо-
вательно, приращением степени структурирования
на этом участке можно пренебречь и начать расчёт
со следующего участка (№ 10) с более высокой
температурой. Время достижения
= 0,271 на этом
участке будет равно t
2,10
= -ln(1 – 0,27)· 2,58 = 8,12
с
,
а величина
2,10
= 0,285. С такой степенью запечки
провод приходит на начало одиннадцатого участка
(рис. 4, точка Е).
Расчёт степени завершённости химической реак-
ции на втором проходе, как и на всех последующих,
проводится следующим образом:
1 — по рассчитанной ранее степени запечки
на предыдущем проходе (например первом,
1
= 0,27 на рис. 3) проводим горизонтальную ли-
нию с ординатой
1
= 0,27 до пересечения её с
кривыми
=
(t) . Находим номера тех участков
эмаль-печи, у которых степень запечки
на вы-
ходе из печи больше, чем
предыдущего прохо-
да. Эта горизонтальная прямая пересекается с
кривыми кинетики химической реакции № 11, 12,
13, 14;
2 — процесс структурирования лака (в данном
примере на втором проходе) начнётся также с
участка № 8 и далее. Однако степень структури-
рования на нём будет значительно меньше, чем
при предыдущем проходе. Расчёт показывает,
что степень запечки при последующих проходах
следует начинать с того участка, температура ко-
торого на 30—50
о
С выше (в данном примере это
участки № 9 или 10), чем температура участка, с
которой начинался расчёт
на первом проходе;
3 — на втором проходе рассчитываем время (урав-
нение 4), за которое степень запечки лака, полу-
ченная в конце первого прохода, была бы полу-
чена на участке № 10 на втором проходе. С этой
степени запечки начинается расчёт
следующе-
го прохода по приведённой выше схеме. По урав-
нению (5) рассчитываем степень запечки эмали
на участке № 10 второго прохода;
4 — согласно приведённому примеру (рис. 4)
провод последовательно проходит участки
№ 11—15. В конце второго прохода степень
структурирования изоляции провода достигала
значения
2
= 0,46.
Табл. 1. Расчётные значения степени запечки изоляции провода по участкам на первом проходе
№ участка
8
9
10
11
12
13
14
15
Расчётное время запечки
t + 0,53 сек
—
0,675
0,76
0,85
0,9
1,33
3,76
49,3
1
0,0019
0,0088
0,029
0,078
0,149
0,236
0,269
0,271
Рис. 4. Зависимость степени запечки изоляции
провода от времени нахождения его в эмаль-
печи на проходах участков № 10—15,
= 0,56 мм, V = 45 м/мин. Номер кривой
соответствует номеру участка
38
«КАБЕЛЬ-news», № 2, 2012, www.kabel-news.ru
Производство
ÌÀÒÅÐÈÀËÛ
Время достижения
= 0,285 при более высо-
кой температуре участка № 11 Т=746 К составит
t
2,11
= -ln(1 – 0,285)·10,17 = 3,41 с, а степень за-
печки на этой ступени
2,11
= 1 – e
-(3,41+ 0,53)/
=
= 0,321.
Далее провод проходит последователь-
но участки № 12, 13, 14 и 15. На последнем
участке он получает незначительное прира-
щение
1,15
= 0,002 и со степенью запечки
2
= 0,461 выходит из эмаль-печи после вто-
рого прохода (рис. 4, точка К).
Пройдя через лаконаносящее устрой-
ство в третий раз, провод снова заходит в
эмаль-печь. Расчёт степени завершённости
химической реакции третьего и всех следую-
щих проходов начинаем с участка № 10, на
котором приращение
внутренних слоёв
эмали минимально. Время достижения вели-
чины
3,10
= 0,46 на участке № 10 составляет
t
3,10
= -ln(1 – 0,46) = 15,9 c, а степень запечки
3,10
= 1 – e
-16,4/
= 0,47.
Так как в пределах рис. 4 видно, что рас-
чётная величина t
3,10
не укладывается —
условно показано, что из точки К провод
заходит на участок № 10, далее с него пере-
ходит на участок № 11 и со степенью запечки
3,11
= 0,498 поступает на участок эмаль-печи
№ 12 (точка Л). Пройдя участки № 12 и 13 на-
грева, провод достигает участка № 14 (пока-
зано условно) и далее участка № 15 (на рис. 4
не показано). На выходе с последнего участ-
ка № 15 изоляция внутреннего слоя прово-
да достигает на третьем проходе значения
3
= 0,609 (точка М, рис. 4).
По всем остальным проходам степень за-
вершённости химической реакции структурирова-
ния лака рассчитывается по рассмотренной выше
схеме.
Как видно из приведённого примера, на послед-
них проходах, от пятого до девятого, горизонталь-
Табл. 2. Расчётные значения степени запечки
i
изоляции провода по участкам
на последующих проходах
№ участ.
8
9
10
11
12
13
14
15
1
0,0019
0,0088
0,029
0,078
0,149
0,236
0,269
0,271
—
—
0,285
0,321
0,372
0,435
0,459
0,461
—
—
0,47
0,498
0,543
0,59
0,608
0,609
—
—
0,617
0,63
0,663
0,697
0,71
0,711
—
0,717
0,731
0,756
0,781
0,79
0,791
—
—
0,795
0,805
0,823
0,841
0,848
0,849
—
—
0,852
0,86
0,873
0,886
0,891
0,891
—
—
0,893
0,898
0,907
0,916
0,92
0,92
—
—
0,921
0,925
0,932
0,939
0,939
0,939
Общий вид эмаль-агрегата
Mozart V7
39
«КАБЕЛЬ-news», № 2, 2012, www.kabel-news.ru
Рис. 5. Зависимость степени запечки изоляции
провода
от времени нахождения его в печи t
c
ные прямые, соответствующие степени запечки,
полученной на этих проходах, не пересекаются ни
с одной из зависимостей
=
(t
с
). Но этот факт
вовсе не означает, что реакция структурирования
на них не наблюдается. Дело в том, что за один
или даже за несколько проходов она не успева-
ет пройти полностью. И только при многократной
термической обработке эмали её степень запеч-
ки постепенно увеличивается [2, 4]. Результаты
расчётов
по всем девяти проходам приведены в
табл. 2.
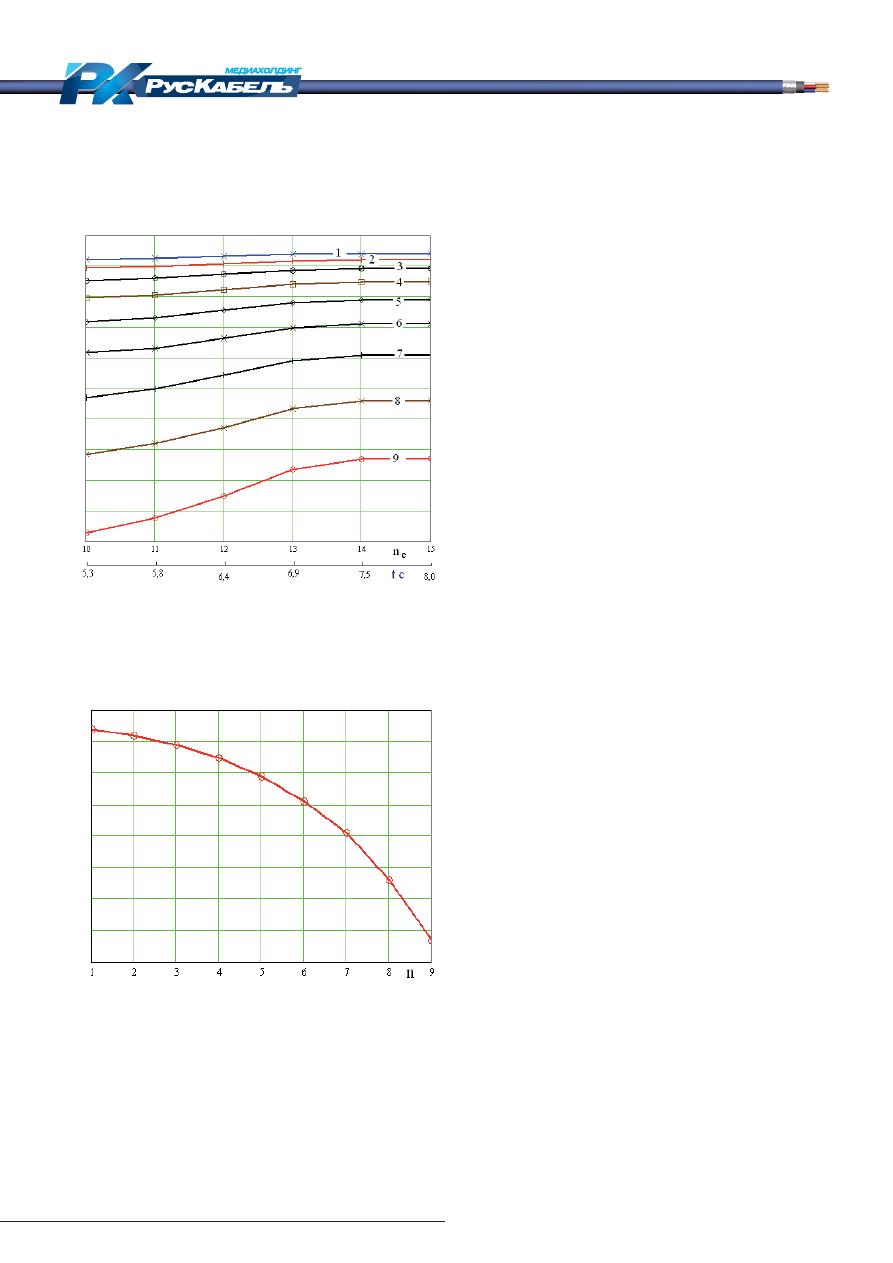
Рис. 6. Зависимость степени запечки
от
номера прохода n (
= 0,56 мм, V = 45 м/мин)
Цифры на кривых соответствуют номеру прохода;
n
c
— номер участка эмаль-печи (
= 0,56 мм, V = 45
м/мин)
По расчётным данным построены зависимости
степени запечки по слоям эмали от числа прохо-
дов (рис. 5), из которых следует, что наибольшая
скорость химической реакции структурирования
наблюдается на первых проходах, когда концентра-
ция исходного продукта ещё достаточно велика. По
мере её уменьшения скорость реакции убывает до
нуля при полном расходовании исходных продуктов
реакции.
В результате послойного наложения лака и мно-
гократного прохождения слоёв через печь получа-
ется, что наибольшую степень запечки будет иметь
первый внутренний слой, а минимальную — наруж-
ный. Все остальные слои между первым и послед-
ним будут иметь промежуточные значения степени
запечки. Более жёсткие слои лака находятся внутри,
а более эластичные — снаружи (рис. 5, 6).
Изоляция провода получается неоднородной по
своим физико-механическим и диэлектрическим
свойствам вследствие различной степени сшивания
макромолекул по слоям эмалирования. С этой точки
зрения тенденция увеличения числа проходов эма-
лирования может привести к значительной деструк-
ции внутренних слоёв эмали.
При тепловой обработке лака кроме процессов
структурирования при повышенных температурах
происходят и процессы термической и термоокис-
лительной деструкции, которые начинаются прежде
всего с разрыва наиболее слабой химической связи
и, следовательно, определяются энергией диссоциа-
ции этой связи [4, 5].
В первом приближении степень деструкции эма-
ли можно рассчитать по первому слою лака после
достижения им степени структурирования
1
1.
Расчёт степени деструкции проводится по приве-
дённым выше уравнениям (2, 3), где вместо энер-
гии активации химической реакции E следует брать
энергию деструкции E
d
предполагаемой химической
связи.
ЛИТЕРАТУРА
1. Д. Даниэльс, Р. Альберти. Физическая химия. —
М.: В. Ш, 1967, с. 780.
2. А.В. Петров. Определение тепловых параметров
провода в процессе эмалирования. Кабели и про-
вода, 2012, № 2.
3. В.М. Аникеенко, А.П. Леонов А.В. Петров. Об-
моточные провода: Учебное пособие. Изд. ТПУ,
г. Томск, 2010, 190 с.
4. В.И. Веденеев, Л.В. Гуревич и др. Энергия раз-
рыва химических связей. Потенциалы ионизации
и сродство к электрону. Справочник, Академия
наук СССР. М.: 1962, 215 с.
5. И.М. Майофис. Химия диэлектриков. — М.: Хи-
мия, 1981, 248 с.
Производство
ÌÀÒÅÐÈÀËÛ
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
Оригинал статьи: Определение степени структурирования изоляции эмалированных проводов
Расчёт технологического режима эмалирования проводов является достаточно сложной задачей, и в настоящее время нет инженерного метода расчёта, позволяющего его оптимизировать.