96
СЕТИ РОССИИ
С
тановление
электросетево
-
го
хозяйства
России
пережи
-
ло
несколько
этапов
разви
-
тия
.
Это
и
прокладка
линий
прямо
по
деревьям
,
с
которых
пред
-
варительно
удаляли
часть
кроны
,
это
и
система
«
ДПЗ
»,
что
означает
«
два
провода
—
земля
»,
когда
в
качестве
одного
провода
использовалась
зем
-
ля
.
Дальнейший
этап
—
это
строитель
-
ство
линий
на
непропитанной
древе
-
сине
со
стальными
проводами
.
В
пе
-
риод
улучшения
экономического
со
-
стояния
страны
стали
переходить
на
применение
при
строительстве
ВЛ
пропитанной
древесины
,
алюмини
-
евых
проводов
,
а
затем
и
железобе
-
тонных
опор
.
Наибольшего
размаха
строитель
-
ство
распредсетей
0,4—10
кВ
до
-
стигло
с
средины
восьмидесятых
го
-
дов
до
начала
перестройки
.
За
это
время
были
построены
тысячи
ки
-
лометров
линий
электропередачи
6—10
кВ
и
0,4
кВ
в
населённых
пун
-
ктах
.
На
50%
было
выполнено
ре
-
зервирование
магистральных
ли
-
ний
,
особенно
тех
,
которые
питали
построенные
новые
животноводче
-
ские
комплексы
и
комплексы
по
суш
-
ке
зерна
,
производству
витаминизи
-
рованной
травяной
муки
.
В
целях
сохранения
лесов
в
каче
-
стве
основного
материала
для
опор
при
новом
строительстве
применял
-
ся
железобетон
,
как
обладающий
бо
-
лее
длительным
сроком
службы
и
не
требующий
регулярной
проверки
на
загнивание
.
Однако
продолжительный
опыт
эксплуатации
выявил
и
негативные
стороны
применения
железобетон
-
ных
опор
.
Это
недостаточная
проч
-
ность
на
изгиб
,
что
приводит
к
полом
-
ке
опор
при
сильном
боковом
ветре
со
снегом
или
гололёде
,
а
также
за
-
висимость
прочности
опор
от
точно
-
го
соблюдения
технологии
производ
-
ства
,
которая
часто
нарушалась
из
-
за
стремления
снизить
себестоимость
и
получить
большую
прибыль
.
В
последнее
время
все
больше
происходит
возврат
к
применению
опор
из
пропитанной
древесины
,
благо
появились
новые
пропиточные
составы
,
которые
обладают
меньшей
токсичностью
,
позволяют
достичь
большей
глубины
пропитки
.
Многие
Опора опоре рознь
Александр ИГНАТОВ, главный инженер ПО «Западные электрические сети»
филиала ОАО «МРСК Урала» — «Свердловэнерго»
заводы
,
занимающиеся
изготовле
-
нием
опор
,
сейчас
предлагают
свою
продукцию
,
изготовленную
по
«
фин
-
ской
»
технологии
,
и
даже
дают
гаран
-
тию
на
40
лет
эксплуатации
.
В
результате
анализа
качества
по
-
ступающих
опор
выявлены
некото
-
рые
негативные
явления
,
которые
напрямую
влияют
на
степень
пропит
-
ки
и
которые
очень
трудно
обнару
-
жить
при
входном
контроле
поступа
-
ющей
древесины
.
Во
-
первых
,
это
степень
влажности
древесины
,
от
которой
зависит
весь
дальнейший
процесс
.
В
семидесятые
годы
прошлого
века
каждое
электро
-
сетевое
хозяйство
имело
свой
про
-
питочный
участок
,
само
заготавлива
-
ло
древесину
в
зимний
период
,
когда
естественная
влажность
минималь
-
ная
,
ошкуровывало
и
само
пропиты
-
вало
её
креозотовым
маслом
,
выдер
-
живая
в
больших
ваннах
.
Отдельные
опоры
с
такой
пропиткой
выдержива
-
ли
срок
эксплуатации
40
лет
и
более
.
Новые
технологии
позволяют
уско
-
рить
процесс
сушки
,
но
здесь
многое
зависит
от
добросовестности
изго
-
товителя
.
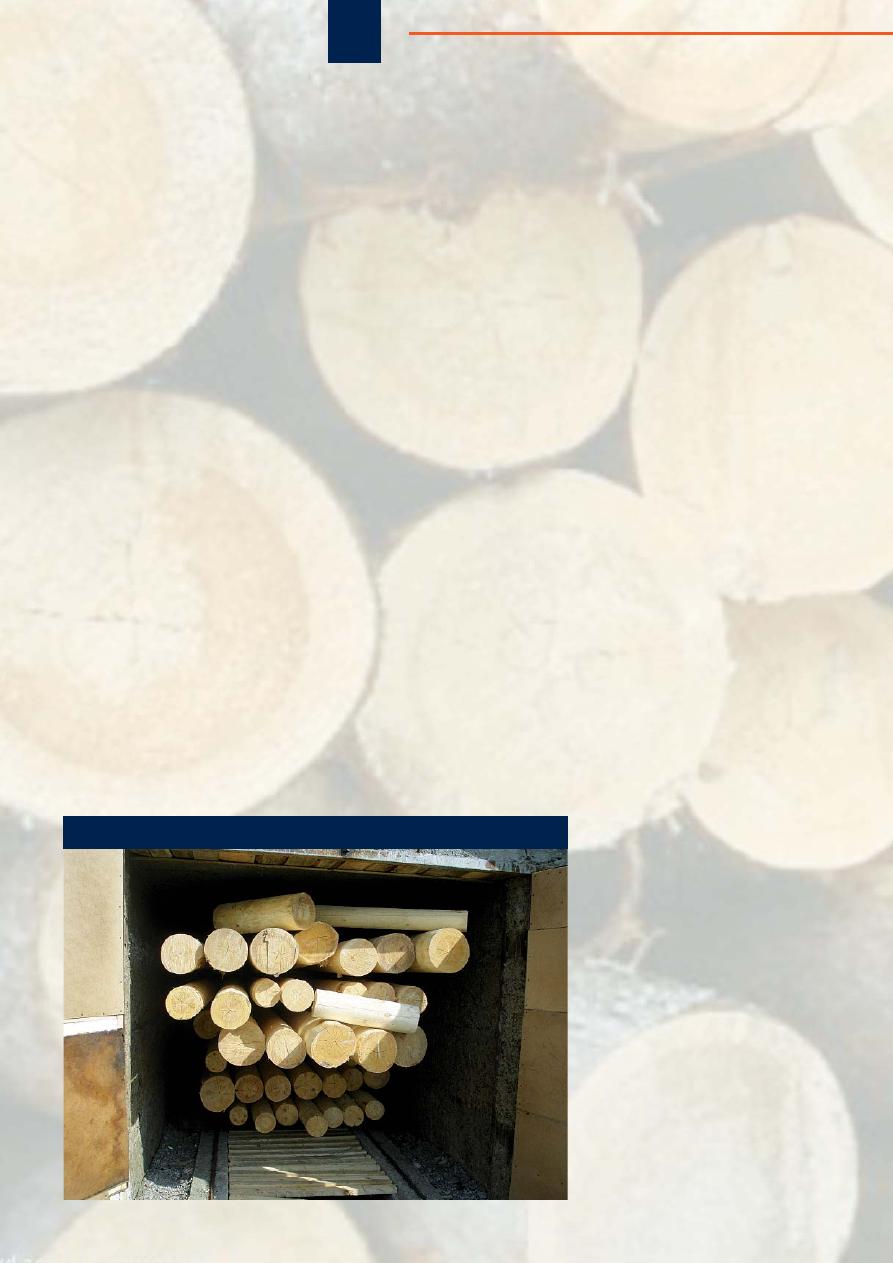
Древесина
в
камерах
для
сушки
должна
лежать
не
в
плотном
штабеле
,
а
с
послойными
прокладка
-
ми
(
рис
. 1).
Датчики
контроля
влаж
-
ности
должны
находиться
не
только
на
поверхности
,
но
и
внутри
штабеля
с
опорами
.
Скорость
сушки
влияет
на
образование
трещин
на
высушенной
древесине
,
которые
в
дальнейшем
,
конечно
,
пропитаются
защитным
со
-
ставом
,
но
всё
равно
будут
сохранять
в
себе
атмосферную
влагу
.
Наиболее
интересной
с
точки
зре
-
ния
соблюдения
всех
правил
изготов
-
ления
опор
представляется
техноло
-
гия
некоторых
производителей
.
Они
проводят
двойную
ошкуровку
древе
-
сины
.
Первую
—
когда
снимают
верх
-
ний
слой
коры
,
оставляя
лубяное
по
-
крытие
нетронутым
,
проводят
сушку
до
необходимой
влажности
,
а
потом
делают
вторую
ошкуровку
.
Такая
тех
-
нология
,
по
словам
производителей
,
Рис
. 1.
Подготовка
древесины
к
сушке
96
СЕТИ РОССИИ
97
№ 5 (8), сентябрь-октябрь, 2011
позволяет
избежать
растрескивания
древесины
при
сушке
.
Второе
,
что
влияет
на
качество
—
это
сама
технология
пропитки
.
Древе
-
сина
в
автоклавах
сначала
подверга
-
ется
вакуумизации
для
дополнитель
-
ного
удаления
влаги
,
затем
заполня
-
ется
нагретым
пропиточным
соста
-
вом
и
выдерживается
под
давлением
определённое
время
.
Очень
важно
,
чтобы
в
процессе
пропитки
происхо
-
дил
контроль
уровня
давления
в
ав
-
токлаве
,
так
как
при
поглощении
дре
-
весиной
пропиточного
состава
про
-
исходит
снижение
давления
и
,
если
его
не
поддерживать
на
определён
-
ном
уровне
,
глубина
пропитки
снижа
-
ется
.
После
стабилизации
давления
древесина
ещё
определённое
вре
-
мя
выдерживается
в
камерах
,
потом
проводится
слив
пропиточного
соста
-
ва
и
повторная
вакуумизация
.
У
про
-
питанной
таким
образом
древесины
нет
трещин
,
она
имеет
хорошую
глу
-
бину
пропитки
и
,
установленная
без
приставок
,
может
выдержать
длитель
-
ный
срок
эксплуатации
.
К
сожалению
,
опыт
показывает
,
что
качество
поступающей
продук
-
ции
ещё
далеко
от
совершенства
.
Мачтопропиточные
заводы
,
для
того
чтобы
выиграть
торги
на
постав
-
ку
своей
продукции
,
занижают
стои
-
мость
,
а
когда
доходит
дело
до
изго
-
товления
,
то
для
снижения
себесто
-
имости
идут
на
«
незначительные
»
от
-
ступления
от
технологии
.
Немного
недосушили
,
не
до
конца
выдержа
-
ли
параметры
пропитки
(
хотя
в
сер
-
тификатах
на
продукцию
всё
отлич
-
но
),
в
результате
опора
из
такой
дре
-
весины
не
выдержит
срок
эксплуата
-
ции
40
лет
.
Всё
это
делается
в
рас
-
чёте
на
«
мудрость
»
Ходжи
Насредди
-
на
— «
За
сорок
лет
или
ишак
сдохнет
,
или
эмир
умрёт
».
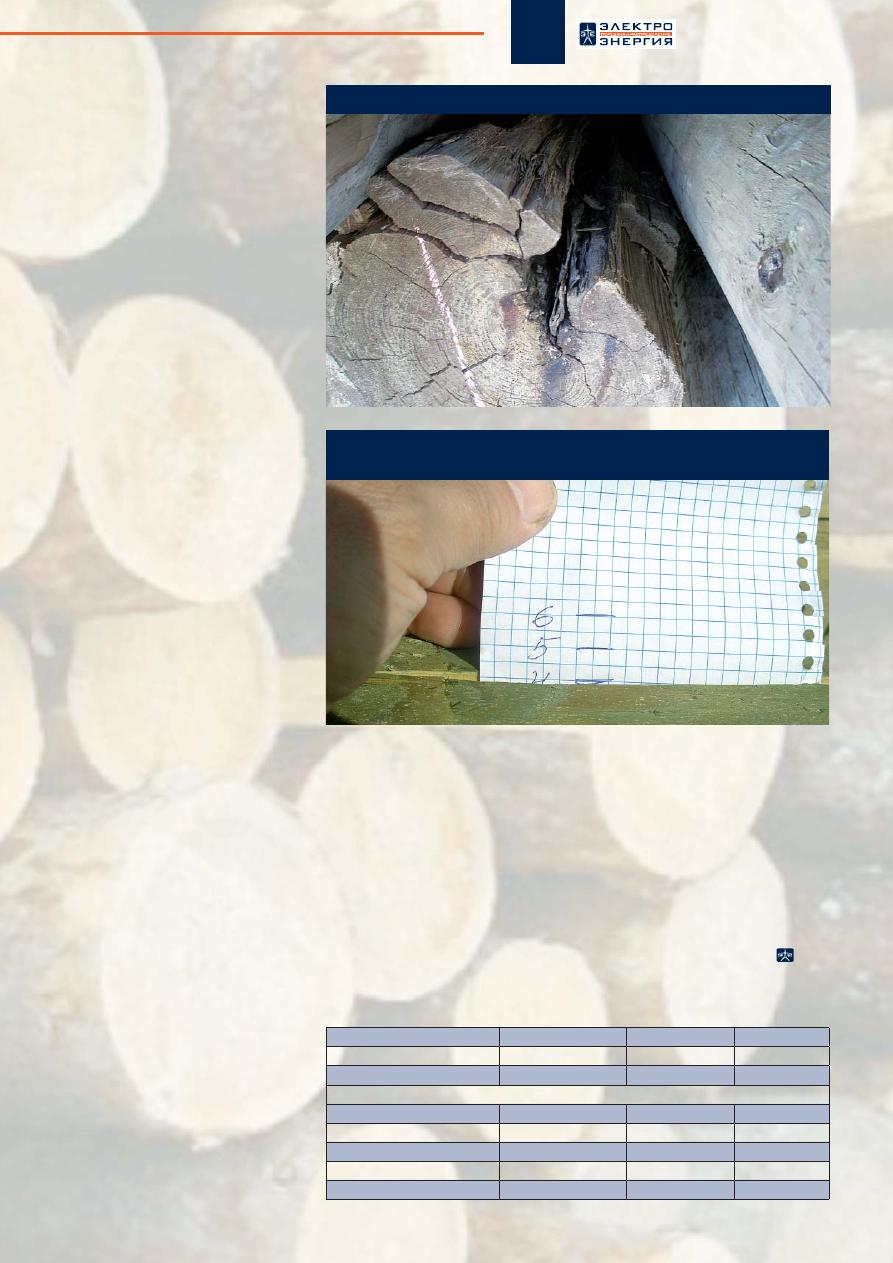
На
снимках
показаны
опоры
,
по
-
лученные
в
последние
годы
от
раз
-
ных
производителей
,
с
обнаружен
-
ными
дефектами
(
рис
. 2
и
3).
Как
же
минимизировать
процент
брака
?
Может
быть
,
имеет
смысл
приобрести
на
предприятиях
прибо
-
ры
замера
влажности
и
проводить
входной
контроль
ещё
и
по
этому
па
-
раметру
и
,
если
опоры
не
соответ
-
ствуют
хотя
бы
одному
параметру
,
возвращать
всю
партию
?
Тогда
есть
большая
вероятность
,
что
задерж
-
ка
с
поставкой
древесины
поставит
под
удар
выполнение
всей
програм
-
мы
ремонтов
.
Наиболее
оптимальным
выходом
представляется
заключение
долгосроч
-
ных
договоров
(
соглашений
)
с
постав
-
щиками
продукции
,
которые
хорошо
себя
зарекомендовали
в
течение
2—
3
лет
.
Ведь
сейчас
ежегодно
готовятся
технические
задания
на
заказываемую
продукцию
,
предоставляются
чертежи
и
всё
равно
качество
поставляемой
продукции
далеко
от
совершенства
.
Всё
потому
,
что
производители
зача
-
стую
не
знают
технологию
изготовле
-
ния
того
или
иного
оборудования
или
материалов
(
поэтому
и
заявляют
цену
ниже
,
чем
у
конкурентов
).
Сетевая
же
компания
готовит
технические
зада
-
ния
на
проведение
конкурсных
проце
-
дур
в
расчёте
на
то
,
что
производитель
продукции
знает
технологию
и
все
не
-
обходимые
нормы
,
выполняет
работу
качественно
.
Требования
с
перечисле
-
нием
всех
существующих
норм
и
пра
-
вил
включать
в
такие
задания
просто
нецелесообразно
и
абсурдно
.
Рис
. 3.
Глубина
раскрытия
трещин
на
опорах
через
несколько
месяцев
после
получения
КРАТКАЯ
ХАРАКТЕРИСТИКА
РАСПРЕДЕЛИТЕЛЬНОГО
СЕТЕВОГО
КОМПЛЕКСА
ПО
«
ЗАПАДНЫЕ
ЭЛЕКТРИЧЕСКИЕ
СЕТИ
»
ВЛ
6—10
кВ
ВЛ
0,4
кВ
Всего
Протяжённость
,
км
3490
3371
Количествово
опор
,
шт
.
52350
84275
Фактическая
замена
,
шт
.
2006
г
.
1304
526
1830
2007
г
.
616
1096
1712
2008
г
.
666
1296
1962
2009
г
.
696
1512
2208
2010
г
.
1160
1944
3104
Рис
. 2.
Качество
поступающей
древесины
97
№ 5 (8), сентябрь-октябрь, 2011
Оригинал статьи: Опора опоре рознь
В целях сохранения лесов в качестве основного материала для опор при новом строительстве применялся железобетон, как обладающий более длительным сроком службы и не требующий регулярной проверки на загнивание.
Однако продолжительный опыт эксплуатации выявил и негативные стороны применения железобетонных опор. Это недостаточная прочность на изгиб, что приводит к поломке опор при сильном боковом ветре со снегом или гололеде, а также зависимость прочности опор от точного соблюдения технологии производства, которая часто нарушалась из-за стремления снизить себестоимость и получить большую прибыль. В последнее время все больше происходит возврат к применению опор из пропитанной древесины, благо появились новые пропиточные составы, которые обладают меньшей токсичностью, позволяют достичь большей глубины пропитки.