104
СЕТИ
РОССИИ
в
о
з
д
у
ш
н
ы
е
Л
Э
П
воздушные ЛЭП
В
отечественном
электросете
-
вом
строительстве
при
соору
-
жении
ВЛ
35—500
кВ
опоры
из
центрифугированного
же
-
лезобетона
используются
с
середины
50-
х
годов
20
века
.
В
1985
году
введе
-
на
в
эксплуатацию
линия
электропере
-
дачи
сверхвысокого
напряжения
ВЛ
750
кВ
Запорожская
АЭС
—
ПС
«
Запо
-
рожская
» (
рис
. 1).
Опыт
эксплуатации
железобетонных
опор
в
различных
природных
условиях
России
показы
-
вает
,
что
срок
их
службы
составляет
не
менее
40
лет
.
Имеются
примеры
успешной
эксплуатации
железобетон
-
ных
опор
сроком
более
60,
и
даже
80
лет
:
ВЛ
110
кВ
в
Калининграде
введе
-
на
в
эксплуатацию
в
1934
году
.
Новое поколение
опор ВЛ на базе
секционированных
железобетонных
стоек
14 марта 2014 года в ОАО «Россети» состоялось первое сове-
щание Рабочей группы по организации работ по созданию
и внедрению железобетонных опор из центрифугирован-
ных секционированных стоек на объектах ОАО «Россети».
Применение нового поколения железобетонных опор на
ВЛ 35—500 кВ позволит более чем на треть сократить сто-
имость строительства ВЛ по сравнению с применением ме-
таллических опор. Рабочую группу возглавил первый заме-
ститель генерального директора по технической политике
Роман Бердников. Совещание прошло под руководством
директора Департамента технологического развития и ин-
новаций Владимира Софьина.
Любовь КАЧАНОВСКАЯ, к.т.н.,
заместитель генерального директора по науке,
Марина ЕРМОШИНА, к.ф.-м.н.,
начальник НИЛКЭС ПЦ «Севзапэнергосетьпроект»,
Пётр РОМАНОВ, к.т.н.,
ГИП НИЛКЭС ПЦ «Севзапэнергосетьпроект»,
ОАО «СевЗап НТЦ»
105
№
2 (23),
март
–
апрель
, 2014
Основные
преимущества
желе
-
зобетонных
опор
по
сравнению
со
стальными
известны
:
•
простота
монтажа
(
стойка
опоры
устанавливается
в
пробуренный
котлован
);
•
стоимость
изготовления
и
монта
-
жа
опор
из
центрифугированных
стоек
в
2,8
раза
ниже
стоимости
решётчатых
опор
,
рассчитанных
на
восприятие
тех
же
нагрузок
;
•
стоимость
строительства
ВЛ
с
применением
железобетонных
опор
в
среднем
на
30%
ниже
стоимости
строительства
ВЛ
с
применением
стальных
решёт
-
чатых
и
многогранных
опор
.
Этими
факторами
обусловлена
экономическая
эффективность
их
применения
,
которая
явилась
осно
-
ванием
для
широкого
внедрения
в
СССР
серии
унифицированных
же
-
лезобетонных
опор
напряжением
35—750
кВ
в
1960—1990
х
годах
.
Последнее
десятилетие
опоры
из
центрифугированного
железо
-
бетона
не
были
рекомендованы
к
применению
на
электросетевых
объектах
в
связи
с
выявленными
в
процессе
эксплуатации
недостат
-
ками
:
•
большой
процент
дефектов
при
изготовлении
опор
,
обуслов
-
ленный
малой
автоматизацией
и
технологическим
процессом
производства
;
•
необходимость
применения
специального
транспорта
для
перевозки
опор
и
получения
разрешения
на
провоз
изделий
к
месту
стройки
в
связи
с
фик
-
сированной
длиной
стоек
22,6
и
26
м
;
•
сокращение
долговечности
кон
-
струкций
за
счёт
полученных
при
неправильной
транспортировке
и
складировании
повреждений
;
•
необходимость
установки
ри
-
гелей
для
закрепления
опор
в
грунтах
с
низкой
несущей
спо
-
собностью
(
что
влечёт
увеличе
-
ние
объёма
работ
и
стоимости
монтажа
),
обусловленная
невоз
-
можностью
увеличения
глубины
заделки
опор
ниже
3
м
без
на
-
рушения
габаритных
расстояний
из
-
за
фиксированной
длины
сто
-
ек
;
•
несоответствие
стоек
и
опор
ВЛ
на
их
основе
требованиям
действующих
нормативных
до
-
кументов
(
по
трещиностойкости
,
толщине
защитного
слоя
,
устой
-
чивости
заглублённой
в
грунт
ча
-
сти
стойки
к
воздействию
гори
-
зонтальных
сил
и
изгибающего
момента
),
а
также
увеличение
расчётных
нагрузок
на
опоры
,
вызванное
ужесточением
тре
-
бований
ПУЭ
-7,
приводят
к
не
-
обходимости
резкого
сокраще
-
ния
пролётов
опор
,
увеличению
количества
опор
и
фундаментов
,
линейной
арматуры
и
гирлянд
изоляторов
на
каждый
километр
трассы
ВЛ
.
При
этом
опыт
эксплуатации
железобетонных
опор
на
террито
-
рии
РФ
показывает
,
что
при
обе
-
спечении
технологий
производства
,
транспортировки
и
монтажа
стоек
долговечность
железобетонных
центрифугированных
опор
сопоста
-
вима
с
долговечностью
стальных
многогранных
опор
.
Закладываемая
при
проекти
-
ровании
надёжность
железобетон
-
ных
опор
выше
надёжности
ме
-
таллических
в
силу
существенных
отличий
требований
нормативной
документации
по
расчёту
железо
-
бетонных
и
стальных
конструкций
,
а
также
в
силу
более
строгих
тре
-
бований
,
предъявляемых
при
ме
-
ханических
испытаниях
опор
ВЛ
.
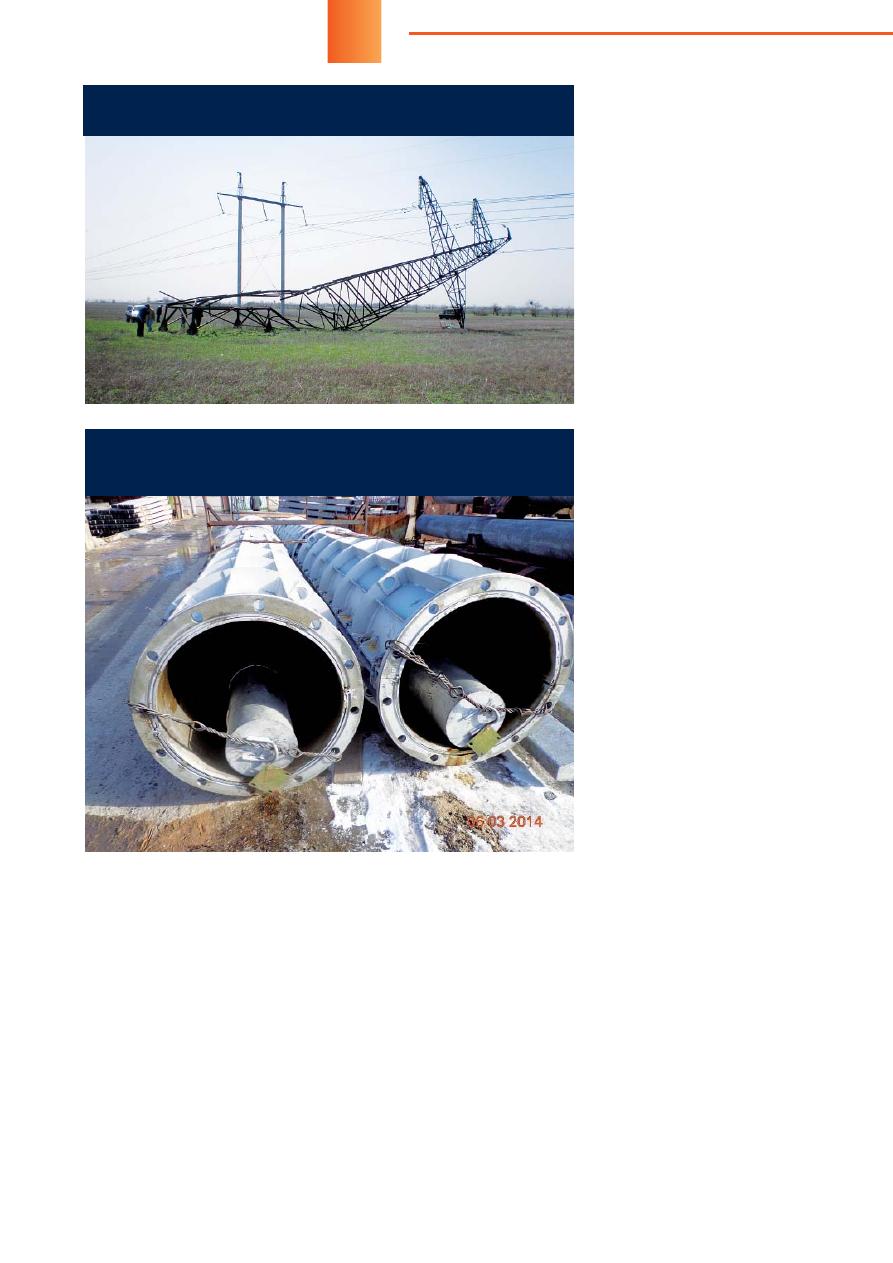
В
апреле
2013
года
на
ВЛ
330
кВ
Новая
Каховка
—
Джанкой
произо
-
шла
авария
,
которая
привела
к
от
-
ключению
Севастополя
от
электро
-
энергии
на
два
часа
и
перебоям
в
электроснабжении
Симферополя
.
Авария
на
линии
электропередачи
и
отключение
двух
параллельных
ВЛ
330
кВ
,
питающих
Крым
,
были
вызваны
падением
металлической
опоры
из
-
за
шквального
ветра
с
порывами
до
30
м
/
с
.
Железобе
-
тонные
опоры
на
параллельной
ВЛ
330
кВ
остались
в
работоспо
-
собном
состоянии
несмотря
на
усугубившее
сверхнормативные
ветровые
воздействия
падение
ме
-
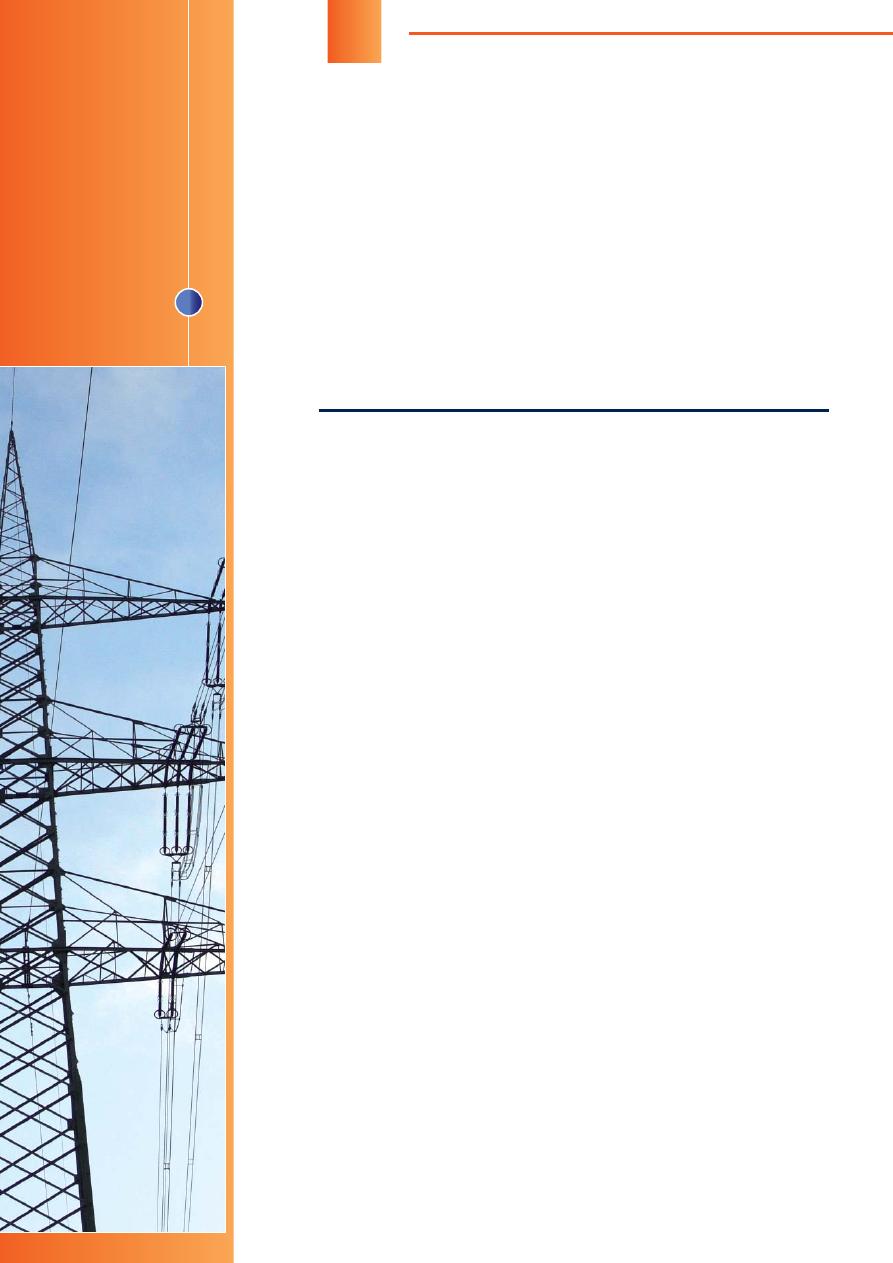
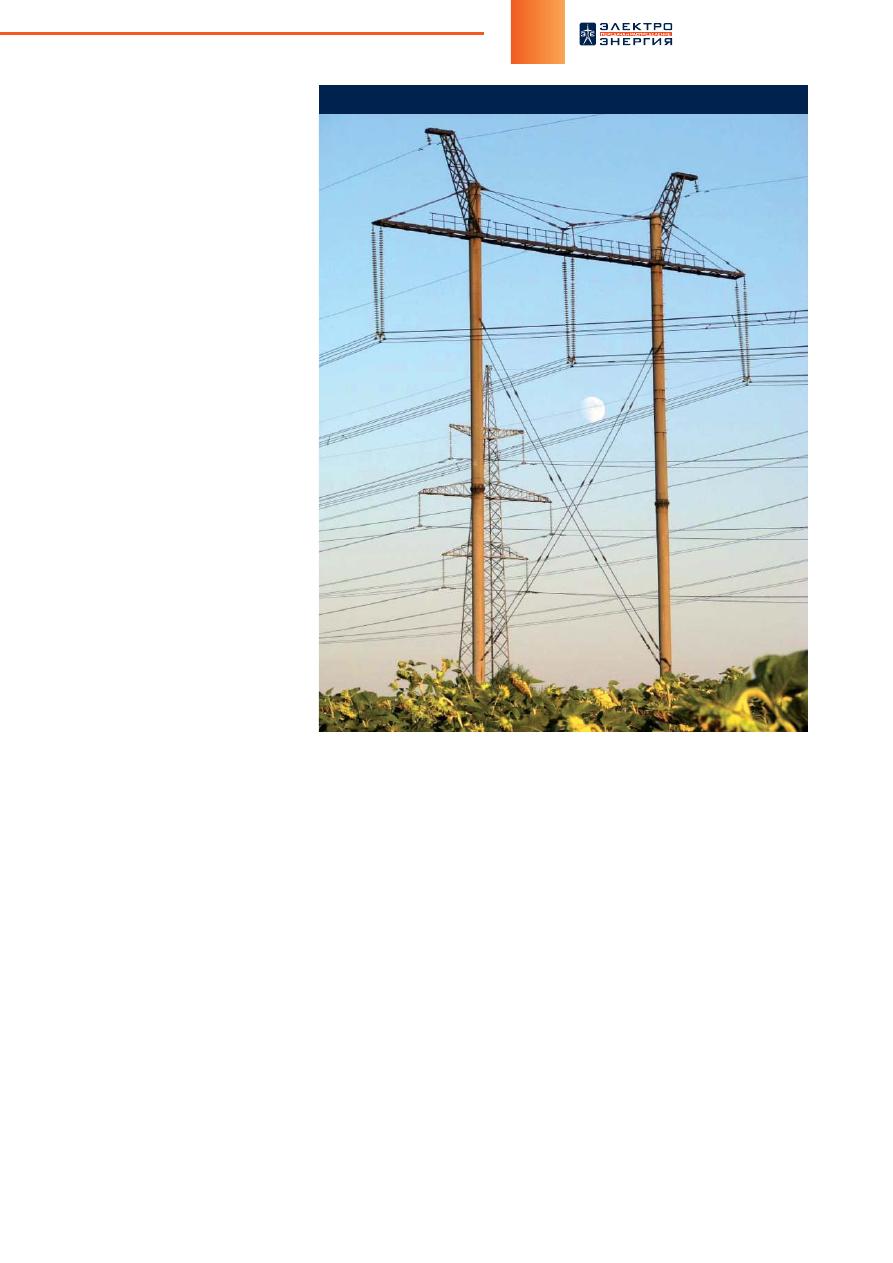
Рис
. 1.
ВЛ
750
кВ
Запорожская
АЭС
—
ПС
«
Запорожская
»
106
СЕТИ РОССИИ
и
передачей
натяжения
на
опалуб
-
ку
.
Опалубка
представляет
собой
разъёмную
коническую
или
цилин
-
дрическую
металлоформу
(
рис
. 3).
После
закладки
бетонной
смеси
опалубка
помещается
на
специ
-
альную
машину
для
автоматиче
-
ского
центрифугирования
и
затем
с
изделием
устанавливается
в
электромагнитную
камеру
для
на
-
грева
и
пропаривания
—
создания
необходимого
для
твердения
бе
-
тонной
смеси
температурно
-
влаж
-
ностного
режима
.
Каждый
этап
технологической
цепочки
,
а
также
результаты
контрольных
и
перио
-
дических
испытаний
фиксируются
в
базе
данных
предприятия
.
Преимущества
железобетонных
опор
и
автоматизация
технологии
производства
,
гарантирующая
вы
-
сокое
качество
и
долговечность
цен
-
трифугированного
железобетона
,
позволили
предложить
новое
техни
-
ческое
решение
изготовления
же
-
лезобетонных
центрифугированных
опор
, —
из
секционированных
стоек
.
Новое
поколение
железобетонных
опор
,
которые
будут
соответствовать
требованиям
действующих
норма
-
тивных
документов
,
позволит
избе
-
жать
известных
недостатков
:
•
изменение
армирования
для
соответствия
требованиям
по
трещиностойкости
повысит
жёст
-
кость
стойки
,
что
минимизирует
повреждения
при
транспорти
-
ровке
;
•
увеличение
толщины
защитного
слоя
уменьшит
начальное
вну
-
треннее
напряжение
в
бетоне
,
что
увеличит
долговечность
кон
-
струкций
;
•
применение
современных
со
-
ставов
бетонной
смеси
и
авто
-
матизация
производства
исклю
-
чат
дефекты
при
изготовлении
стоек
;
•
секционирование
стоек
на
эле
-
менты
длиной
до
11,3
м
решит
проблемы
транспортировки
и
складирования
;
•
масса
каждой
секции
составит
2—4
т
,
что
позволит
применять
стандартную
технику
для
монта
-
жа
и
установки
опоры
;
•
обеспечение
необходимой
несу
-
щей
способности
грунта
основа
-
ния
при
безригельной
установке
стойки
в
грунт
достигается
ва
-
рьированием
длины
и
диаметра
фундаментной
секции
.
Рис
. 2.
Аварийная
ситуация
на
ВЛ
330
кВ
Н
.
Каховка
—
Джанкой
в
апреле
2013
года
Рис
. 3.
Металлоформы
для
изготовления
железобетонных
центрифугированных
секций
диаметром
800
мм
на
заводе
«
Рыбинскэнергожелезобетон
»,
г
.
Рыбинск
таллической
опоры
непосредствен
-
но
на
провода
ВЛ
(
рис
. 2).
За
последние
30
лет
техноло
-
гия
изготовления
стоек
из
цен
-
трифугированного
железобетона
существенно
изменилась
.
На
за
-
седании
Рабочей
группы
предста
-
вителем
крупнейшего
в
России
производственного
объединения
по
производству
железобетонных
изделий
ПО
«
Энергожелезобето
-
нинвест
»
Владимиром
Кустовым
были
представлены
основные
этапы
технологического
процесса
производства
.
Для
обеспечения
качества
и
гарантированного
сро
-
ка
эксплуатации
центрифугирован
-
ных
опор
осуществляется
строгое
соблюдение
технологии
изготовле
-
ния
на
всех
этапах
производства
при
максимальной
автоматизации
технологических
процессов
.
Соб
-
ственная
аттестованная
лабора
-
тория
предприятия
осуществляет
контроль
качества
всех
матери
-
алов
,
поступающих
в
производ
-
ство
,
с
занесением
каждой
пар
-
тии
в
базу
данных
предприятия
.
Приготовление
бетонной
смеси
осуществляется
автоматически
с
фиксированием
рецепта
приготов
-
ления
в
базе
данных
.
Формирова
-
ние
металлического
каркаса
из
-
делия
производится
натяжением
арматуры
для
создания
предвари
-
тельно
-
напряжённой
конструкции

107
№
2 (23),
март
–
апрель
, 2014
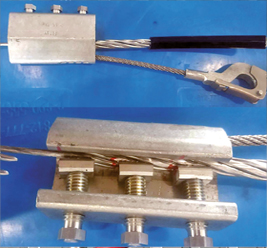
Изготовление
опор
из
секций
различного
диаметра
позволит
оптимизировать
опору
для
кон
-
кретной
ВЛ
и
приведёт
к
умень
-
шению
материалоёмкости
линии
.
За
счёт
большей
несущей
способ
-
ности
секционированных
стоек
по
сравнению
с
существующими
пролёты
железобетонных
опор
со
-
поставимы
с
пролётами
стальных
опор
,
что
приводит
к
сокращению
стоимости
изготовления
и
монта
-
жа
конструкций
в
1,6
и
2,8
раза
по
сравнению
с
использованием
многогранных
или
решетчатых
конструкций
соответственно
.
При
-
менение
железобетонных
опор
на
ВЛ
0,4
и
6—10
кВ
также
экономи
-
чески
оправданно
.
При
реконструкции
ВЛ
существу
-
ющие
железобетонные
опоры
могут
быть
заменены
на
более
мощные
железобетонные
опоры
нового
по
-
коления
без
сокращения
пролё
-
тов
с
соблюдением
требований
ПУЭ
-7.
Установка
новых
опор
на
место
старых
позволит
избежать
не
-
обходимости
организации
дополни
-
тельного
землеотвода
с
изменени
-
ем
кадастровых
номеров
участков
под
опоры
.
Проект
применения
железобе
-
тонных
опор
нового
поколения
по
-
лучил
одобрение
эксплуатирующих
,
строительно
-
монтажных
и
проект
-
ных
организаций
,
в
том
числе
ОАО
«
ФСК
ЕЭС
»
и
ОАО
«
ЦИУС
ЕЭС
»,
в
со
-
ответствии
с
решениями
протокола
международной
научно
-
практиче
-
ской
конференции
«
Опоры
для
ум
-
ных
сетей
:
проектирование
и
рекон
-
струкция
»,
прошедшей
24—27
июня
2013
года
в
Санкт
-
Петербурге
.
Производственные
мощности
современных
производителей
желе
-
зобетонных
изделий
подготовлены
к
массовому
производству
центри
-
фугированных
секционированных
стоек
.
При
приготовлении
бетонной
смеси
в
рецепт
могут
быть
добавле
-
ны
цветообразующие
добавки
,
не
снижающие
её
прочностных
харак
-
теристик
,
но
повышающие
эстети
-
ческие
свойства
изделия
.
Технической
политикой
ОАО
«
Россети
»
опоры
ВЛ
из
железобе
-
тонных
центрифугированных
секци
-
онированных
стоек
рекомендова
-
ны
к
применению
на
объектах
ОАО
«
Россети
».
На
заводе
ООО
«
Рыбинскэнер
-
гожелезобетон
»,
входящем
в
ПО
«
Энергожелезобетонинвест
»,
изго
-
товлены
и
проведены
успешные
испытания
опытных
образцов
сек
-
ционированных
стоек
нового
по
-
коления
.
Образцы
этих
стоек
были
представлены
на
выставках
«
Ин
-
новации
.
Бизнес
.
Образование
»,
г
.
Ярославль
,
и
«
Электрические
сети
России
-2013»,
г
.
Москва
(
рис
. 4).
За
разработку
железобетонной
центри
-
фугированной
секционированной
стойки
коллектив
разработчиков
был
награждён
Золотой
медалью
выставки
«
Электрические
сети
Рос
-
сии
-2013» (
рис
. 5).
По
итогам
совещания
Рабочей
группы
ОАО
«
Россети
»
работа
по
соз
-
данию
унифицированных
железобе
-
тонных
опор
из
секционированных
стоек
для
ВЛ
35—500
кВ
признана
перспективной
.
Проект
комплексной
целевой
программы
по
внедрению
железобетонных
опор
нового
поколе
-
ния
на
объектах
ОАО
«
Россети
»
будет
обсуждаться
на
следующем
совеща
-
нии
Рабочей
группы
с
участием
ДЗО
ОАО
«
Россети
».
Осуществление
перво
-
го
пилотного
проекта
по
внедрению
железобетонных
опор
на
ВЛ
110
кВ
планируется
в
ОАО
«
Ленэнерго
».
Рис
. 4.
Железобетонная
центрифугированная
секционированная
стой
-
ка
на
выставке
«
Электрические
сети
России
-2013»
Рис
. 5.
Диплом
и
золотая
медаль
выставки
«
Электрические
сети
России
-2013»
Оригинал статьи: Новое поколение опор ВЛ на базе секционированных железобетонных стоек
14 марта 2014 года в ОАО «Россети» состоялось первое совещание Рабочей группы по организации работ по созданию и внедрению железобетонных опор из центрифугированных секционированных стоек на объектах ОАО «Россети». Применение нового поколения железобетонных опор на ВЛ 35—500 кВ позволит более чем на треть сократить стоимость строительства ВЛ по сравнению с применением металлических опор. Рабочую группу возглавил первый заместитель генерального директора по технической политике Роман Бердников. Совещание прошло под руководством директора Департамента технологического развития и инноваций Владимира Софьина.