
92
ВОЗДУШНЫЕ
ЛИНИИ
Металлические конструкции
ООО «Энсто Рус» для воздушных линий
электропередачи напряжением до 35 кВ
П
о результатам эксперт-
ных
данных,
сегод-
ня в России порядка
1500 тысяч километров
линий электропередачи (ВЛ) на-
пряжением 0,4–20 кВ нуждаются
в техническом перевооружении
и реконструкции. Устойчивость
к механическим воздействиям
ВЛ всегда была приоритетной за-
дачей при проведении указанных
выше работ.
Слагаемыми надежной рабо-
ты ВЛ на протяжении срока служ-
бы являются грамотное проект-
ное решение, применение в нем
современных изделий и матери-
алов, в том числе вспомогатель-
ной арматуры и металлических
конструкций, а также качествен-
ная реализация проекта. Попыт-
ка опровержения этой аксиомы
может привести в лучшем слу-
чае к предотказному состоянию
или даже к опасному состоянию
технического объекта в начале
его эксплуатации (рисунок 1).
С 2018 года ООО «Энсто Рус»
(далее — Энсто) реализует про-
ект по организации производства
вспомогательной арматуры и ме-
таллических конструкций (да-
лее — металлические конструк-
ции) в Российской Федерации.
Рис
. 1.
Применение
на
ВЛ
металли
–
ческих
конструкций
,
не
соответ
–
ствующих
назначению
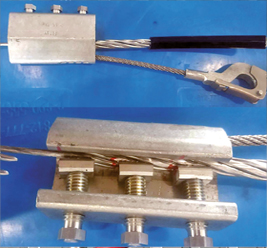
Рис
. 2.
Труба
траверсы
промежуточной
типа
SH151.0R
и
плита
базовая
крюка
универсального
типа
SOT76R,
произ
–
веденные
на
оборудовании
TRUMPF
В связи с высокими требо-
ваниями потребителей к виду
климатического исполнения из-
делий УХЛ1 (рабочее значение
температуры воздуха при экс-
плуатации от плюс 40°С до минус
60°С) для успешной реализации
проекта требуется высокая ком-
петентность в области разработ-
ки их конструктивных решений
и постановки на производство.
Все изделия, производимые
Энсто, проходят в обязательном
порядке стадию «Разработка»,
вид работ «ОКР по разработке
продукции» и стадию «Произ-
водство», вид работ «Постанов-
ка на производство» по ГОСТ Р
15.301.
Все металлические конструк-
ции, поставленные на производ-
ство, производятся из проката
повышенной прочности с преде-
лом текучести 345 Н/мм² и катего-
рии 15 по ГОСТ 19281. Указанные
свойства проката обеспечива-
ют работоспособность изделий
при температуре до минус 60°С.
Точность раскроя деталей, гибки
и сборки изделий обеспечива-
ется высокоточным оборудова-
нием типа TruLaser серии 5000
и TruBend серии 5000 TRUMPF
(рисунок 2).
Особое внимание уделяет-
ся качеству сварных соедине-
ний. При проведении сварочных
работ на большинстве изде-
лий используются роботы-ма-
нипуляторы компании FANUC
и сварочные аппараты компа-
нии FRONIUS (рисунок 3). Швам
сварных соединений назначают-
ся категории I и II, которые опре-
деляют допустимые дефекты
сварных соединений по уровню
качества как высокий и средний
по ГОСТ 23118.
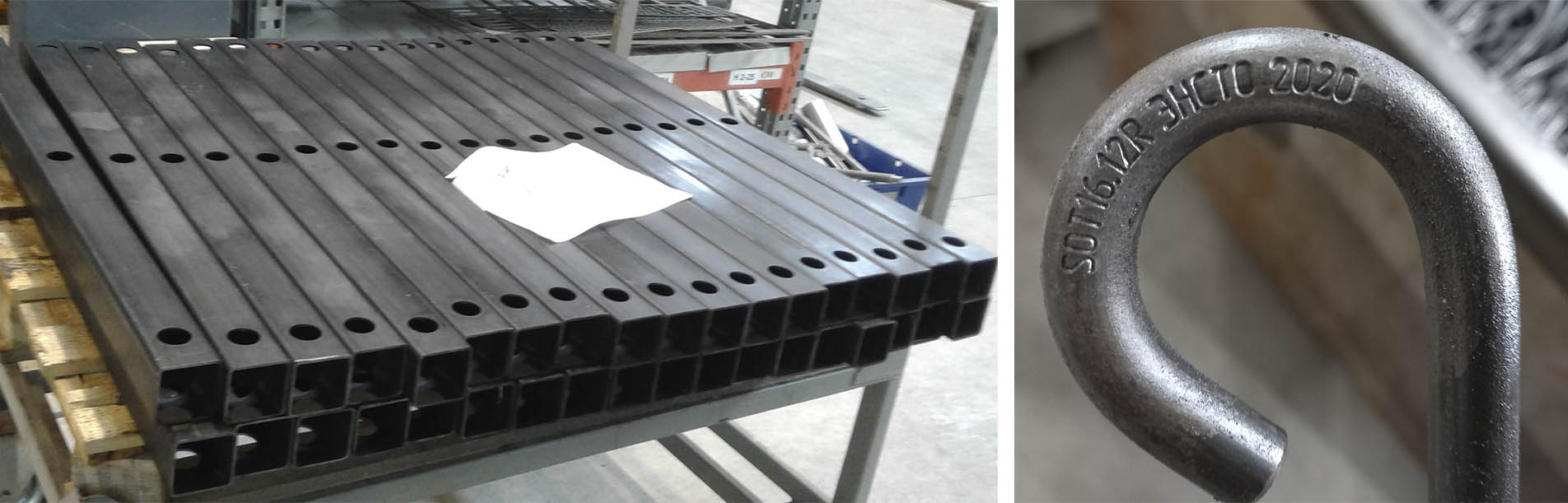
Для защиты изделий от кор-
розии и достижения срока служ-
бы не менее 40 лет на металли-
93
ческие конструкции наносится
защитное покрытие только ме-
тодом горячего цинкования по
ГОСТ 9.307 толщиной от 70 до
160 мкм (рисунок 4). Защита от
коррозии крепежных изделий
с метрической резьбой осущест-
вляется нанесением защитного
металлического покрытия спо-
собом горячего цинкования по
ГОСТ ISO 10684 с их центрифу-
гированием. Средняя толщина
покрытия крепежных изделий
составляет не менее 50 мкм.
В целях гарантированного со-
пряжения горячеоцинкованных
изделий с метрической резьбой
их наружная резьба выполняет-
ся заниженной с полем допуска
6az по ISO 965-4 до нанесения
покрытия, внутренняя резьба
имеет основное отклонение Н
после нанесения покрытия.
Изделия Энсто используются
в электросетевых компаниях на
территории всей страны, а также
ближнего и дальнего зарубежья.
Важно, чтобы при доставке изде-
лий обеспечивалась их сохран-
ность, идентификация и просле-
живаемость (рисунок 5). Поэтому
ООО «Энсто Рус»
101000, Москва,
Подсосенский пер., д. 20, стр. 1
Тел.: +7 (495) 970-70-05
198205, Санкт-Петербург,
Таллинское шоссе, д. 206
Тел.: +7 (812) 325-93-40
Энсто всегда в поиске только лучшего, Энсто всегда рядом с Вами.
практически до 30 процентов
времени разработки конструк-
тивного решения изделий компа-
ния уделяет их упаковке и мар-
кировке. Маркировка на изделия
наносится непосредственно ме-
тодом давления с обязательным
указанием его условного обо-
значения, наименования пред-
приятия-изготовителя и года
изготовления. Потребительская
и транспортная маркировка на-
носится на полипропиленовые
или металлизированные этикет-
ки методом термотрансферной
печати, стойкой к агрессивным
средам и веществам.
Указанные выше требования
к металлическим конструкци-
ям отражены в конструкторской
и технологической документа-
Рис
. 3.
Робот
–
манипулятор
и
стапели
для
сборки
крюков
бандажных
типа
SOT29.10R
Рис
. 4.
Изделия
с
защитным
покрытием
,
нанесенным
методом
горячего
цинкования
Рис
. 5.
Маркировка
и
упаковка
изделий
ции и системно контролируются
ОТК. При производстве каждой
партии изделий проводятся при-
емо-сдаточные испытания, по
результатам которых принимает-
ся решение о приемке продукции
и отгрузке потребителю.
Продуктовая линейка ком-
пании ежегодно расширяется.
Сегодня Энсто предлагает по-
рядка ста типов металлических
конструкций, в том числе уни-
кальных, производимых на тер-
ритории Российской Федерации,
для строительства воздушных
линий электропередачи напря-
жением 0,4–35 кВ, удовлетворя-
ющих самым высоким требова-
ниям потребителей, в том числе
к виду климатического исполне-
ния изделий УХЛ1.
Р
№
6 (69) 2021
Оригинал статьи: Металлические конструкции ООО «Энсто Рус» для воздушных линий электропередачи напряжением до 35 кВ
По результатам экспертных данных, сегодня в России порядка 1500 тысяч километров линий электропередачи (ВЛ) напряжением 0,4–20 кВ нуждаются в техническом перевооружении и реконструкции. Устойчивость к механическим воздействиям ВЛ всегда была приоритетной задачей при проведении указанных выше работ.