56
СЕТИ
РОССИИ
э
н
е
р
г
о
с
б
е
р
е
ж
е
н
и
е
энергосбережение
Т
ехнические
регламенты
и
ГОСТ
,
определяющие
тре
-
бования
к
контактным
по
-
верхностям
,
направлены
на
обеспечение
стабильности
эксплу
-
атационных
параметров
и
миними
-
зацию
технических
потерь
электро
-
энергии
в
электрических
контактных
соединениях
.
Для
защиты
контактных
поверхно
-
стей
в
процессе
эксплуатации
от
ме
-
ханических
воздействий
и
внешних
агрессивных
промышленных
сред
применяются
защитные
металличе
-
ские
покрытия
,
являющиеся
одно
-
временно
средством
стабилизации
переходного
электрического
сопро
-
тивления
(
ГОСТ
10434-82
п
. 2.1.7).
Защитные
металлические
покры
-
тия
наносят
на
контактные
поверх
-
ности
в
стационарном
производстве
,
так
как
эти
процессы
имеют
сложный
технологический
цикл
и
требуют
спе
-
циального
оборудования
:
гальвани
-
зация
,
горячее
цинкование
и
лужение
,
диффузионное
плазменное
напыле
-
ние
.
Ремонт
(
восстановление
)
таких
покрытий
,
при
повреждении
в
про
-
цессе
эксплуатации
,
возможен
толь
-
ко
в
стационарных
ремонтных
под
-
разделениях
при
полном
демонтаже
контактного
соединения
или
замене
повреждённых
контактных
элементов
на
новые
.
Это
значительно
повышает
стоимость
и
увеличивает
сроки
ре
-
монта
.
Применение
токопроводящих
смазок
и
паст
обеспечивает
времен
-
ную
защиту
контактной
поверхности
и
не
восстанавливает
повреждённое
металлическое
покрытие
.
На
предприятии
ООО
«
ЭнергоТех
-
нология
» (
г
.
Екатеринбург
,
Свердлов
-
ская
область
)
разработана
и
доведена
до
промышленного
применения
«
Тех
-
нология
обработки
контактных
по
-
верхностей
разборных
электрических
контактных
соединений
с
примене
-
нием
многокомпонентных
галлиевых
сплавов
»*,
которая
за
счёт
сплошного
металлического
покрытия
обеспечи
-
вает
защиту
контактных
поверхностей
и
восстановление
повреждённых
ра
-
нее
металлических
покрытий
.
Компенсация потерь
электроэнергии и
повышение надёжности
контактных соединений
В ООО «ЭнергоТехнология» разработана и реализуется про-
грамма энергоэффективности и оптимизации эксплуатаци-
онных затрат при обслуживании контактных соединений
электротехнического оборудования за счёт применения много-
компонентных галлиевых сплавов.
Владимир РЯБОВ,
генеральный директор ООО «ЭнергоТехнология»
*
Технология
имеет
авторскую
защиту
патентами
РФ
№№
83659, 2411305
(
автор
и
патентообладатель
—
гене
-
ральный
директор
ООО
«
ЭнергоТех
-
нология
»
Рябов
В
.
А
.).
Экспертиза
Отчёта
международного
поиска
по
заявке
на
международное
изобретение
PCT/RU2009/000738 (The
International Bureau of WIPO, Geneva,
Switzerland, 08.07.2010
г
.)
подтверж
-
дает
приоритет
данной
разработки
в
разделах
«
новизна
», «
изобретатель
-
ский
уровень
»
и
«
промышленная
при
-
менимость
»
в
142-
х
странах
мира
.

57
№
3 (30),
май
–
июнь
, 2015
Данная
технология
и
сформированное
на
контакт
-
ной
поверхности
защитное
металлическое
покрытие
имеют
ряд
существенных
отличий
от
применяемых
на
сегодняшний
день
технологий
:
•
нанесение
покрытия
возможно
выполнить
как
в
стационарном
производстве
,
так
и
непосред
-
ственно
на
месте
эксплуатации
электроустановки
при
частичном
демонтаже
контактной
системы
;
•
для
нанесения
покрытия
используется
неслож
-
ное
оборудование
с
малым
энергопотреблением
;
•
отсутствие
вредных
производственных
факторов
и
отходов
,
наличие
сертификата
безопасности
СЭС
;
•
при
нанесении
многокомпонентного
галлиевого
сплава
на
металл
контактной
поверхности
(
или
ранее
нанесённого
покрытия
)
происходит
про
-
цесс
локально
-
контактного
плавления
с
формиро
-
ванием
внедрённого
в
контактную
поверхность
на
молекулярном
уровне
нового
проводящего
слоя
,
состоящего
из
компонентов
галлиевого
сплава
и
металла
контактной
поверхности
;
•
эффективно
заменяет
и
по
качеству
значительно
превосходит
токопроводящие
пасты
и
смазки
при
выполнении
планово
-
предупредительных
ремон
-
тов
(
ППР
)
на
электрических
контактных
соедине
-
ниях
;
•
технологический
регламент
нанесения
покрытия
по
времени
и
количеству
операций
существенно
не
отличается
от
регламента
нанесения
токопро
-
водящих
смазок
при
ревизии
(
ремонте
)
контакт
-
ного
соединения
.
Дополнительно
применяется
кратковременный
нагрев
контактной
поверхно
-
сти
до
температуры
+30—70
о
С
,
что
не
повредит
изоляцию
контактного
соединения
;
•
твёрдая
фаза
внедрённого
в
контактную
поверх
-
ность
проводящего
слоя
формируется
в
течение
нескольких
минут
и
стабильна
на
весь
срок
экс
-
плуатации
контактного
соединения
.
Нанесённое
покрытие
обладает
следующими
па
-
раметрами
:
•
устойчивость
к
внешним
агрессивным
производ
-
ственным
средам
;
•
минимальное
и
стабильное
в
течение
всего
срока
эксплуатации
переходное
электрическое
сопро
-
тивление
обработанного
контактного
соедине
-
ния
,
что
определяет
минимальные
потери
элек
-
троэнергии
в
контактных
соединениях
и
высокий
уровень
энергосбережения
и
энергоэффективно
-
сти
электроустановки
в
целом
;
•
сформированный
и
внедрённый
в
контактную
по
-
верхность
на
молекулярном
уровне
слой
метал
-
лического
покрытия
имеет
средний
электроотри
-
цательный
потенциал
по
отношению
к
Al
и
Cu
и
позволяет
выполнять
непосредственное
контакт
-
ное
соединение
из
этих
металлов
с
полной
ком
-
пенсацией
эффекта
электрохимической
корро
-
зии
;
•
значительный
эксплуатационный
температур
-
ный
диапазон
данного
металлического
покрытия
(-50
о
С
— +300
о
С
)
позволяет
эксплуатировать
об
-
работанные
контактные
соединения
в
большом
спектре
электротехнического
оборудования
мно
-
гочисленных
промышленных
технологических
циклов
(
металлургия
,
химическое
производство
,
энергетические
комплексы
,
военно
-
промышлен
-
ные
объекты
и
т
.
д
.);
•
диапазон
применимости
по
U = 380—110 000
В
и
по
току
нагрузки
I = 50—70 000
А
в
сетях
постоян
-
ного
и
переменного
тока
.
За
период
2008—2015
гг
.
технология
применя
-
лась
при
производстве
следующего
электротехниче
-
ского
оборудования
.
1.
В
2008
г
.
по
предложению
ОАО
«
Прогресс
»
(
г
.
Протвино
,
Московская
область
)
успешно
при
-
менена
технология
при
обработке
контактных
со
-
единений
вводной
ячейки
КРУ
-6
кВ
при
проведе
-
нии
сертификационных
испытаний
в
ОАО
«
НТЦ
Электроэнергетики
» —
НИЦ
ВВА
г
.
Москва
.
2.
В
2008—2009
гг
.
по
результатам
проведённого
НИОКР
с
ОАО
«
Южноуральский
арматурно
-
изо
-
ляторный
завод
» (
г
.
Южноуральск
,
Челябинская
область
)
разработаны
«
Зажимы
аппаратные
прессуемые
с
галлиевым
покрытием
»
ТУ
3444-
225-76935199-2009.
По
рекомендации
ОАО
«
ФСК
ЕЭС
»
в
2009
г
.
в
филиале
ОАО
«
Инженерный
Центр
ЕЭС
» —
ОАО
«
Фирма
ОРГРЭС
»
проведе
-
ны
испытания
на
соответствие
ГОСТ
Р
511778-98.
Протокол
№
2008.114.041 «
Электрических
испы
-
таний
опытных
образцов
аппаратных
прессуемых
зажимов
типов
А
2
А
701
и
А
2
А
150 1
с
покрытием
на
основе
галлия
,
изготовленных
ОАО
«
ЮАИЗ
»,
подтвердил
качество
контактных
поверхностей
с
галлиевым
покрытием
и
соответствие
требовани
-
ям
ГОСТ
.
Данный
вид
линейной
арматуры
с
2009
г
.
выпускается
ООО
«
ЭнергоТехнология
»
по
дого
-
вору
с
ОАО
«
ЮАИЗ
» (
рис
. 1).
3.
В
2010—2011
гг
.
по
Договору
с
ЗАО
«
Высоко
-
вольтный
союз
»
выполнена
обработка
кон
-
тактных
элементов
«
Ракетка
НКАИ
.74154.040»
выключателя
ВРС
-110-31,5/2500
УХЛ
1 (
разра
-
ботка
ООО
«
РЗВА
-
Электрик
» —
ООО
«
Высоко
-
вольтный
союз
-
Украина
»,
г
.
Ровно
,
Украина
).
Рис
. 1.
Совместная
разработка
с
ОАО
«
ЮАИЗ
»
аппаратных
прессуемых
зажимов
с
галлиевым
покрытием

58
СЕТИ РОССИИ
Обработаны
контактные
элементы
для
первых
10
комплектов
выключателя
на
производствен
-
ной
площадке
Ровенского
завода
высоковольт
-
ной
аппаратуры
,
которые
были
поставлены
на
опытную
эксплуатацию
в
ОАО
«
Холдинг
МРСК
»
и
на
сертификационные
испытания
Ассоциации
«
Энергосерт
» (
рис
. 2).
КОММЕНТАРИЙ
Михаил
ШЕСТАКОВ
,
глав
-
ный
инженер
Производ
-
ственного
отделения
Вос
-
точные
электрические
сети
филиала
ОАО
«
МРСК
Урала
» — «
Свердловэнерго
»
В
2008
г
.
на
ТП
№
45
(
ТМ
-400/10-75
У
1
№
24910
1985
г
.
в
.)
Малышевско
-
го
участка
Асбестовских
районных
электрических
сетей
производственного
отделения
Восточ
-
ные
электрические
сети
филиала
ОАО
«
МРСК
Урала
» — «
Свердловэнерго
»
была
проведена
обработка
«
проблемных
»
электрических
кон
-
тактных
соединений
(
значительный
повышен
-
ный
нагрев
контактных
соединений
,
частичное
повреждение
контактных
соединений
шинных
сборок
и
аппаратных
шин
коммутации
0,4
кВ
,
электрокоррозия
соединений
«
алюминий
-
медь
»).
Обработка
контактных
соединений
была
выпол
-
нена
сотрудниками
ООО
«
ЭнергоТехнология
»
(
г
.
Екатеринбург
,
генеральный
директор
Рябов
В
.
А
.)
с
применением
многокомпонентного
галли
-
евого
сплава
.
Данная
ТП
работала
в
режиме
повышенной
нагрузки
(
за
период
1989—2007
гг
.
увеличилось
количество
подключённых
потребителей
электро
-
энергии
)
и
в
результате
этого
часто
проводились
внеплановые
ремонтные
работы
по
обслужива
-
нию
контактных
соединений
.
Обработка
контакт
-
ных
соединений
данной
ТП
была
проведена
на
месте
установки
оборудования
с
частичным
де
-
монтажом
контактных
соединений
в
сроки
,
допу
-
стимые
для
отключения
энергопотребителей
дан
-
ной
категории
.
В
результате
обработки
были
восстановлены
технические
параметры
повреждённых
контакт
-
ных
соединений
с
понижением
переходных
элек
-
трических
сопротивлений
в
1,76—16,33
раза
(
про
-
водились
замеры
переходных
сопротивлений
до
и
после
обработки
,
данные
были
зафиксированы
).
За
период
эксплуатации
данной
ТП
в
2008—
2015
гг
.
не
было
зафиксировано
перегрева
и
повреждений
обработанных
контактных
соеди
-
нений
и
,
соответственно
,
за
этот
период
не
про
-
водились
внеплановые
отключения
и
ремонтные
работы
.
В
результате
применения
новой
технологии
обработки
контактных
соединений
обеспечена
безаварийная
работа
ТП
в
штатном
режиме
при
повышенных
нагрузках
,
решён
вопрос
экономии
электроэнергии
за
счёт
снижения
потерь
на
на
-
грев
и
улучшение
качества
и
надёжности
передачи
электроэнергии
,
минимизация
эксплуатационных
затрат
на
обслуживание
электрооборудования
,
непрерывное
и
безаварийное
обеспечение
элек
-
троэнергией
потребителей
данного
участка
.
За
период
2008—2015
гг
.
технология
применя
-
лась
при
проведении
ревизий
,
ППР
и
капитальных
ремонтах
контактных
соединений
электротехниче
-
ского
оборудования
промышленных
предприятий
и
электросетевого
комплекса
.
1.
В
период
2008—2015
гг
.
эксплуатируются
обра
-
ботанные
контактные
соединения
ТП
№
45
ПО
«
Восточные
электрические
сети
»
филиала
ОАО
«
МРСК
Урала
» — «
Свердловэнерго
».
После
про
-
ведения
обработки
контактных
соединений
при
последующей
эксплуатации
—
минимизация
тех
-
нических
потерь
,
оптимизация
эксплуатационных
затрат
,
безаварийная
эксплуатация
.
2. 2010
г
. —
полностью
восстановлены
повреждён
-
ные
несъёмные
контактные
поверхности
разъ
-
единителя
постоянного
тока
Soule
на
70 000
А
электролизной
установки
комплекса
электроли
-
за
цинка
ОАО
«
Челябинский
цинковый
завод
».
Успешная
эксплуатация
2010—2015
гг
.
3. 2011—2012
гг
. —
технология
включена
в
про
-
грамму
капитального
ремонта
шин
питания
37
и
25
кА
вакуумных
камер
дуговых
печей
ОАО
«
Кор
-
порация
«
ВСМПО
-
АВИСМА
» (
г
.
В
.
Салда
,
Сверд
-
ловская
область
).
Обработаны
шины
питания
9
печей
.
Расчёты
и
метрология
измерения
обра
-
ботанных
соединений
подтвердили
выполнение
программы
«
Энергосбережение
и
энергоэффек
-
тивность
»
в
разделе
компенсации
технических
потерь
в
контактных
соединениях
энергоёмких
электроустановок
.
Рис
. 2.
Контактный
элемент
НКАИ
.74154.040
выключателя
ВРС
-110-31,5/2500
УХЛ
1
59
№
3 (30),
май
–
июнь
, 2015
4. 2013—2015
гг
. —
применение
технологии
в
об
-
работке
контактных
соединений
Цеха
электроли
-
за
меди
ОАО
«
Уралэлектромедь
»
ООО
«
УГМК
-
Холдинг
» (
г
.
В
.
Пышма
,
Свердловская
область
).
Проводимая
метрология
обработанных
контакт
-
ных
соединений
(
измерение
переходного
сопро
-
тивления
,
тепловизионный
контроль
)
подтверж
-
дает
эффективность
применения
технологии
в
компенсации
технических
потерь
электроэнергии
в
контактных
соединениях
(
рис
. 3
а
,
б
).
КОММЕНТАРИЙ
Анатолий
ПАПЧЁН
-
КОВ
,
заместитель
на
-
чальника
управления
энергоэффективно
-
сти
и
энергоаудита
Службы
директора
по
энергетике
ООО
«
УГМК
-
Холдинг
»
С
2010
года
в
э н е р г о х о з я й с т в е
предприятий
ООО
«
УГМК
-
Холдинг
»
применяется
технология
обработки
контактных
поверхностей
элек
-
трических
контактных
соединений
много
-
компонентными
галлиевыми
сплавами
:
ОАО
«
Челябинский
цинковый
завод
» (2010
г
.,
2013
г
.),
ОАО
«
Уралэлектромедь
» (2013—
2014
гг
.),
ОАО
«
Металлургический
завод
им
.
А
.
К
.
Серова
» (2013
г
.).
Технология
позволяет
восстановить
по
-
вреждённые
в
процессе
эксплуатации
поверх
-
ности
электрических
контактных
соединений
,
снизить
и
стабилизировать
переходное
сопро
-
тивление
,
обеспечить
дополнительную
защиту
контактной
поверхности
от
влияния
агрессив
-
ной
окружающей
среды
.
В
2013—2014
гг
.
технология
прошла
опыт
-
ную
эксплуатацию
в
ОАО
«
Уралэлектромедь
»
(
цех
электролиза
меди
).
Проведённые
замеры
переходного
сопротивления
и
рабочих
темпе
-
ратур
электрических
контактов
подтвердили
положительные
результаты
и
эффективность
применения
технологии
в
разделах
«
Энерго
-
сбережение
»
и
«
Энергоэффективность
».
Средний
срок
окупаемости
находится
в
пре
-
делах
от
1
до
7
месяцев
в
зависимости
от
токо
-
вой
нагрузки
контактного
соединения
.
Технология
внесена
в
реестр
«
Лучших
прак
-
тик
энергосбережения
УГМК
»
и
рекомендова
-
на
к
включению
в
Программу
мероприятий
по
энергосбережению
и
повышению
энергети
-
ческой
эффективности
предприятий
УГМК
в
разделы
«
Экономия
электрической
энергии
»
и
«
Организационные
мероприятия
».
В
настоящее
время
ООО
«
ЭнергоТехно
-
логия
»
продолжает
проводить
научно
-
иссле
-
довательскую
работу
в
направлении
модер
-
низации
технологии
.
Специалисты
компании
ООО
«
УГМК
-
Холдинг
»
и
предприятия
ОАО
«
Уралэлектромедь
»
считают
возможным
совместное
участие
в
этой
работе
и
даль
-
нейшее
применение
технологии
в
производ
-
ственном
комплексе
.
Перспективным
направ
-
лением
мы
считаем
модернизацию
сплава
для
применения
в
условиях
агрессивных
сред
(
окислительные
процессы
и
коррозия
,
в
т
.
ч
.
электрохимическая
коррозии
в
соединениях
«
медь
-
алюминий
»).
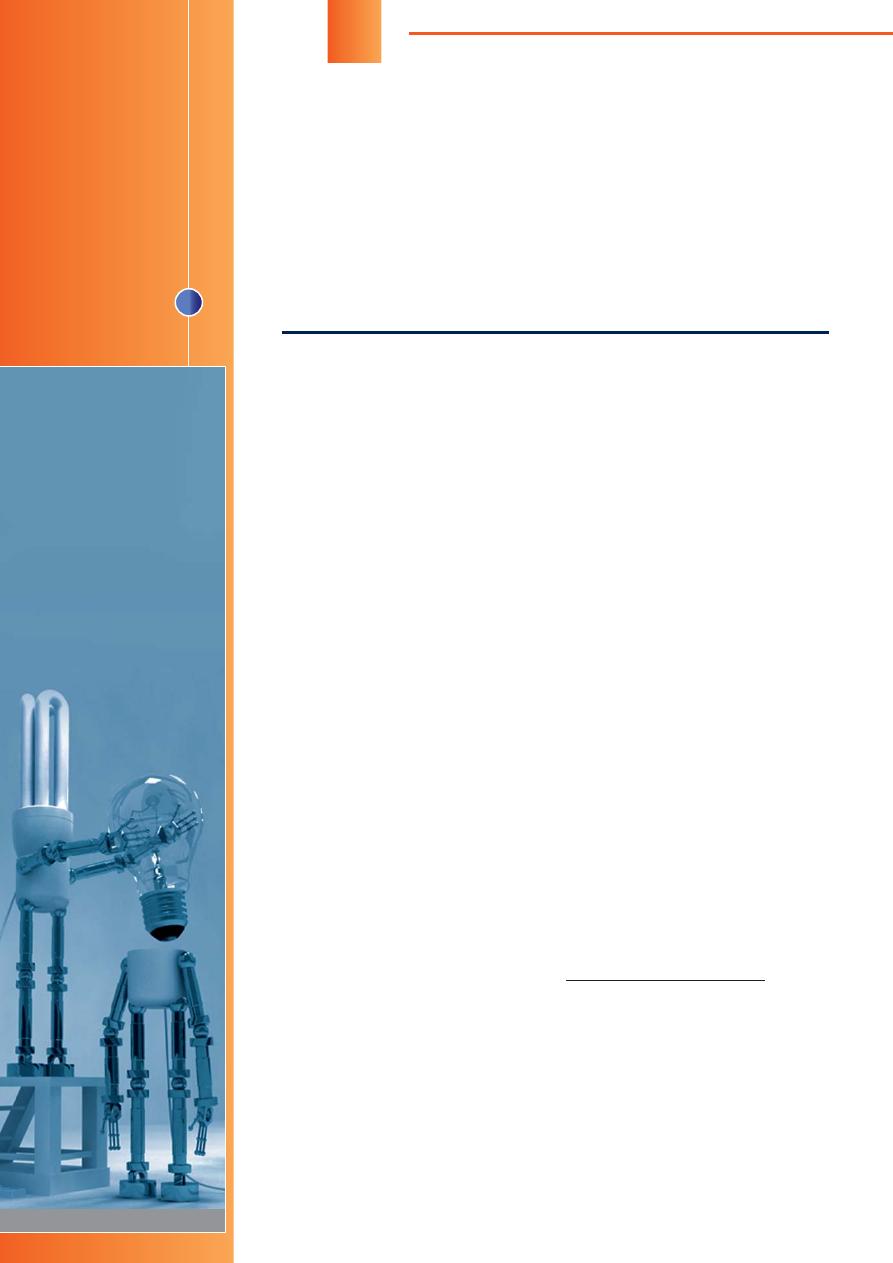
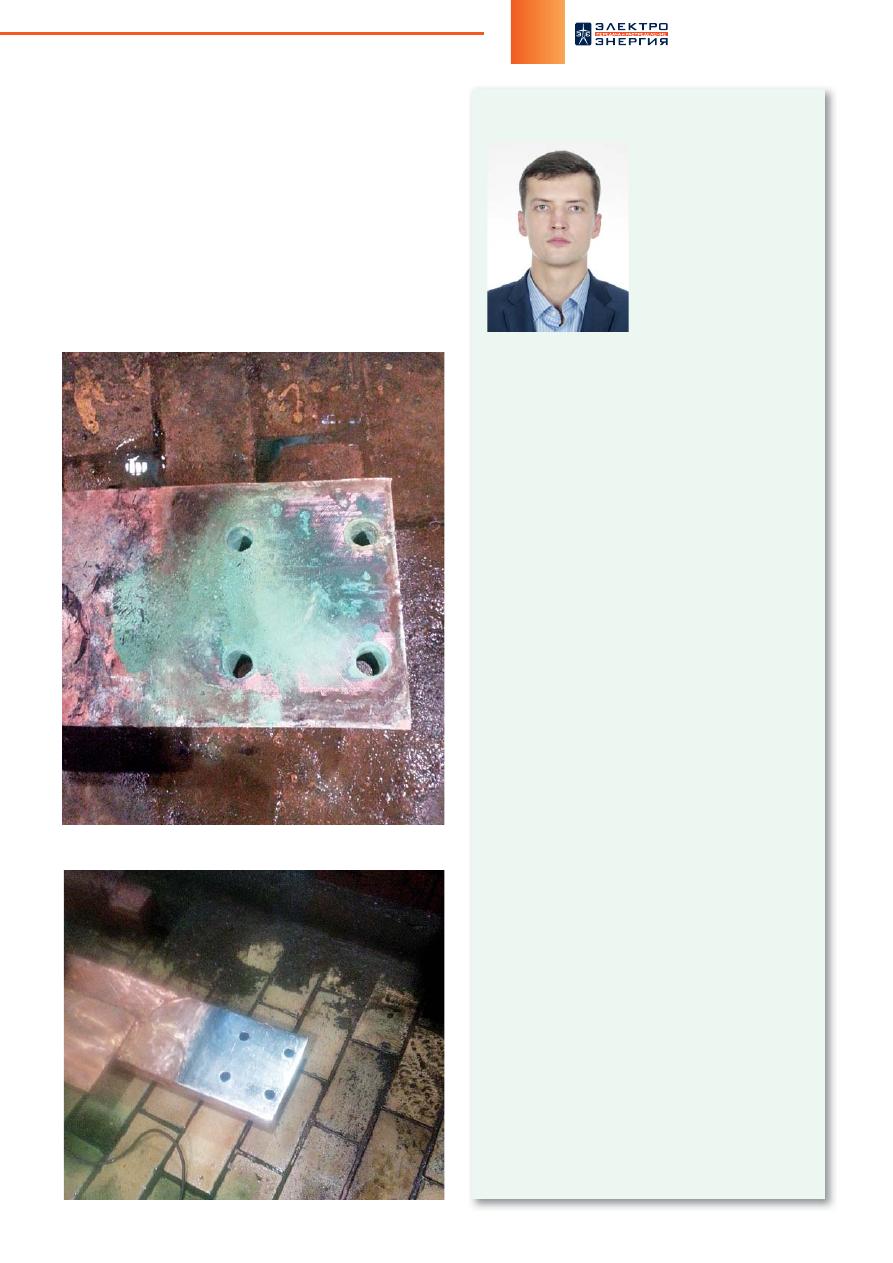
Рис
. 3.
Конусная
шина
цеха
электролиза
меди
ОАО
«
Уралэлектромедь
»
а
—
до
обработки
б
—
после
обработки

60
СЕТИ РОССИИ
Опыт
промышленного
применения
технологии
в
действующих
электроустановках
различного
уров
-
ня
энергоемкости
подтверждает
эффективность
по
следующим
направлениям
.
ЭНЕРГОСБЕРЕЖЕНИЕ
Снижение
и
стабилизация
переходного
сопро
-
тивления
в
обработанных
контактных
соединени
-
ях
обеспечивает
компенсацию
технических
потерь
электроэнергии
на
протяжении
всего
срока
эксплу
-
атации
.
В
зависимости
от
энергоёмкости
электро
-
установки
(
величины
тока
коммутации
контактного
соединения
),
величина
компенсируемых
потерь
электроэнергии
составляет
сотни
тысяч
киловатт
ежегодно
.
ОПТИМИЗАЦИЯ
ЭКСПЛУАТАЦИОННЫХ
ЗАТРАТ
В
СИСТЕМЕ
«
РАСХОДЫ
НА
СОДЕРЖАНИЕ
И
ОБСЛУЖИВАНИЕ
ЭЛЕКТРОТЕХНИЧЕСКИХ
УСТАНОВОК
»
Применение
технологии
в
системе
мероприятий
по
эксплуатации
контактных
соединений
электро
-
установок
позволяет
значительно
сократить
число
ревизий
и
ППР
.
Это
подтверждается
стабильно
-
стью
переходного
сопротивления
обработанного
контактного
соединения
в
течение
длительного
сро
-
ка
(
более
10
лет
)
согласно
испытаниям
на
термиче
-
ское
старение
.
Данная
технология
полностью
заменяет
токо
-
проводящие
смазки
и
пасты
в
техническом
регла
-
менте
по
обслуживанию
контактных
поверхностей
разборных
электрических
контактных
соединений
,
так
как
при
обработке
на
контактной
поверхности
формируется
долговременное
стабильное
вне
-
дрённое
на
молекулярном
уровне
металлическое
покрытие
,
устойчивое
к
воздействию
агрессивных
химических
сред
и
к
механическим
воздействиям
.
Токопроводящие
смазки
формируют
на
контактной
поверхности
тонкую
масляную
плёнку
с
металли
-
ческим
порошком
,
нестабильную
в
течение
непро
-
должительного
срока
эксплуатации
(1,5—2
года
)
и
,
согласно
техническому
регламенту
,
подлежащую
замене
при
очередной
ревизии
или
ППР
.
Стоимость
обработки
контактных
соединений
с
применением
многокомпонентных
галлиевых
сплавов
незначительно
превышает
стоимость
об
-
работки
с
применением
токопроводящих
смазок
.
Для
сравнения
,
для
обработки
контактного
соеди
-
нения
50
х
50
мм
только
стоимость
токопроводящей
смазки
составляет
6,7
руб
.
Стоимость
обработки
с
применением
галлиевых
сплавов
составляет
8,5—
10
руб
.,
при
этом
необходимо
уточнить
,
что
это
сто
-
имость
сплава
и
работы
по
нанесению
покрытия
.
Учитывая
различие
в
сроках
межремонтных
пери
-
одов
(
ревизии
и
ППР
)
после
применения
токопро
-
водящих
смазок
и
галлиевых
сплавов
(1,5—2
года
и
10
лет
соответственно
),
стабильности
и
качестве
формируемых
покрытий
,
применение
галлиевых
сплавов
—
это
совершенно
новый
уровень
универ
-
сальной
технологии
.
По
опыту
промышленного
при
-
менения
определён
период
окупаемости
затрат
на
внедрение
технологии
.
Этот
период
в
зависимости
от
энергоёмкости
производства
составляет
0,5—
1,5
года
.
ОПТИМИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ
ПРОИЗВОДСТВЕННЫХ
ПРОЦЕССОВ
Применение
технологии
повышает
надёжность
контактных
соединений
и
стабильность
работы
электроустановок
в
целом
.
Стабильность
работы
электрооборудования
при
передаче
и
преобразова
-
нии
электрической
энергии
определяет
надёжность
и
безаварийность
технологических
производствен
-
ных
процессов
.
Значительное
сокращение
ревизий
и
ППР
снижает
количество
плановых
остановок
тех
-
нологических
производственных
линий
и
увеличи
-
вает
эффективность
производства
за
счёт
выпуска
дополнительной
продукции
,
особенно
это
важно
для
непрерывных
технологических
циклов
(
метал
-
лургические
процессы
,
химическое
производство
,
электролиз
и
т
.
д
.).
В
настоящее
время
в
ООО
«
ЭнергоТехноло
-
гия
»
разрабатывается
направление
применения
технологии
в
системе
оборонной
промышленности
и
в
военных
автономных
энергоустановках
.
Ста
-
бильность
контактных
электрических
соединений
и
продолжительный
ресурс
безаварийной
работы
,
а
также
возможность
восстановить
повреждённые
контактные
поверхности
до
уровня
качества
ста
-
ционарного
производства
в
условиях
повышенной
автономности
(
например
,
электрооборудование
,
эксплуатируемое
в
морской
технике
)
позволит
обе
-
спечить
повышенную
надёжность
и
эффективность
технологических
регламентов
обслуживания
элек
-
тротехнического
оборудования
.
На
базе
ООО
«
ЭнергоТехнология
»
продолжает
-
ся
научно
-
исследовательская
работа
по
модерни
-
зации
технологии
обработки
контактных
поверхно
-
стей
с
применением
многокомпонентных
галлиевых
сплавов
.
Разработан
и
в
опытной
эксплуатации
опробован
новый
уровень
модернизированной
тех
-
нологии
,
который
существенно
повышает
качество
защитного
покрытия
контактной
поверхности
и
оп
-
тимизирует
технологический
регламент
нанесения
покрытия
.
В
технологию
внедряются
элементы
на
-
нотехнологии
.
Модернизированный
многокомпо
-
нентный
сплав
позволяет
путём
моделирования
компонентов
на
молекулярном
уровне
повышать
различные
защитные
свойства
покрытия
в
агрес
-
сивных
средах
.
ООО
«
ЭнергоТехнология
»
620078,
г
.
Екатеринбург
,
ул
.
Коминтерна
,
д
. 11,
корп
.
А
,
оф
. 117
Тел
./
факс
: +7 (343) 521-51-33,
8 950 646 90 75, 8 912 654 48 42
e-mail: energotech08@mail.ru
Оригинал статьи: Компенсация потерь электроэнергии и повышение надёжности контактных соединений
В ООО «ЭнергоТехнология» разработана и реализуется программа энергоэффективности и оптимизации эксплуатационных затрат при обслуживании контактных соединений электротехнического оборудования за счёт применения многокомпонентных галлиевых сплавов.