
120
ОБОРУДОВАНИЕ
К вопросу об эксплуатации
выключателей типа ВМТ
Настоящая
статья
посвящена
вопросу
разработки
мероприятий
по
повышению
надежно
-
сти
маломасляных
троссовых
выключателей
типа
ВМТ
.
Приведены
результаты
работы
Сургутских
электрических
сетей
по
разработке
мероприятий
по
повышению
надежности
указанных
выключателей
.
Материал
затрагивает
весь
период
эксплуатации
выключа
-
телей
ВМТ
в
Сургутских
электрических
сетях
,
начиная
с
80-
х
годов
прошлого
века
и
по
настоящее
время
.
Описан
метод
цехового
ремонта
выключателей
ВМТ
.
Приведены
лабо
-
раторные
исследования
по
изучению
причин
возникновения
дефектов
.
Представлены
некоторые
статистические
данные
результатов
обследования
на
объектах
Сургутских
электрических
сетей
фарфоровых
покрышек
(
изоляторов
)
ПВМо
.
Буткевич
В
.
Ф
.,
заместитель
директора
—
глав
ный
инженер
филиала
АО
«
Тюменьэнерго
»
Сургутские
электрические
сети
Колесников
В
.
А
.,
инженер
1
категории
службы
эксплуатации
и
ремонта
подстанций
филиала
АО
«
Тюменьэнерго
»
Сургутские
электрические
сети
ВВЕДЕНИЕ
В
Сургутских
электрических
се
-
тях
(
далее
—
СурЭС
)
в
80-
х
годах
прош
лого
века
на
смену
бако
-
вым
выключателям
типа
У
и
МКП
пришли
маломасляные
выключа
-
тели
типа
ВМТ
.
Выключатели
ВМТ
имели
целый
ряд
преимуществ
перед
своими
предшественника
-
ми
,
но
как
и
многие
новые
устрой
-
ства
имели
узлы
,
требующие
до
-
работки
,
что
было
необходимо
для
обеспечения
приемлемого
уровня
надежности
.
Для
повышения
качества
тех
-
нического
и
оперативного
обслу
-
живания
выключателей
Сургут
-
скими
электрическими
сетями
в
1992–1993
годах
были
направ
-
лены
на
обучение
специалисты
из
числа
оперативного
и
ремонтного
персонала
на
завод
-
изготовитель
АО
«
Уралэлектротяжмаш
» (
до
90
человек
)
по
вопросам
устрой
-
ства
,
обслуживания
,
ремонта
и
особенностям
эксплуатации
выключателей
типа
ВМТ
.
Также
в
начале
90-
х
годов
прошлого
века
в
СурЭС
был
налажен
метод
цехового
ремонта
выключателей
указанного
типа
(
рисунок
1).
Суть
метода
цехового
ремон
-
та
выключателей
ВМТ
заключает
-
ся
в
том
,
что
в
электроустановках
капитальный
ремонт
выклю
-
чателя
не
сопровождается
его
полной
разборкой
под
открытым
небом
,
а
происходит
его
замена
на
обменный
,
капитально
отре
-
монтированный
в
цехе
.
Затраты
времени
на
выполнение
замены
,
подключение
цепей
и
опробо
-
вание
составляют
один
рабочий
Рис
. 1.
Ремонт
выключателя
ВМТ
в
цеховых
условиях
день
.
Внедрение
метода
капи
-
тального
ремонта
выключателей
в
цеховых
условиях
позволило
повысить
качество
ремонтов
и
их
эффективность
,
а
также
сфор
-
мировать
ряд
предложений
по
повышению
надежности
работы
выключателей
с
информировани
-
ем
завода
-
изготовителя
.
Ремонт
выключателя
в
цеховых
услови
-
ях
также
исключает
попадание
влаги
и
посторонних
частиц
в
по
-
лость
выключателя
,
что
поло
-
жительно
влияет
на
надежность
его
работы
.
Все
это
позволило
повысить
надежность
работы
вы
-
ключателей
,
эксплуатируемых
в
СурЭС
.
Выключатели
,
изготавлива
-
емые
заводом
в
более
поздние
периоды
,
имели
некоторые
кон
-
структивные
изменения
.
КАЧЕСТВО
ФАРФОРА
ИЗОЛЯТОРОВ
(
ПОКРЫШЕК
)
ПВМо
Важнейшими
конструктивными
элементами
выключателей
ВМТ
являются
фарфоровые
покрыш
-
ки
ПВМо
.
В
первую
очередь
,
ка
-
чество
покрышки
зависит
от
ка
-
чества
используемого
фарфора
.
В
качестве
примера
,
демонстри
-
рующего
зависимость
надежности
выключателей
от
качества
фар
-
форовых
покрышек
,
можно
при
-
вести
факт
повреждения
восьми
смонтированных
и
еще
не
введен
-
ных
в
работу
полюсов
выключате
-
лей
110
кВ
на
ПС
220/110/10
кВ
«
Контур
»
из
-
за
падения
полюсов
в
результате
разрушения
фарфо
-
ра
при
отрицательной
температу
-
121
ре
окружающего
воздуха
в
конце
80-
х
годов
.
На
рисунке
2
показана
упав
-
шая
колонна
фазы
выключателя
из
-
за
повреждения
фарфора
ниж
-
ней
покрышки
в
нижнем
опасном
сечении
.
Нарушение
целостности
фар
-
форовой
покрышки
,
еще
не
при
-
ведшее
к
падению
полюса
и
воз
-
никновению
короткого
замыка
-
ния
(
далее
КЗ
),
далеко
не
всегда
возможно
выявить
в
результате
внешнего
осмотра
.
Иногда
возни
-
кающие
по
армировке
или
между
фланцами
и
контактной
плитой
течи
масла
трактовались
как
следствие
нарушения
плотности
узла
с
резиновым
уплотнением
.
Но
при
разборке
дефектного
по
-
люса
на
внутренней
поверхности
фарфорового
изолятора
обнару
-
живались
поперечные
трещины
.
При
внешнем
осмотре
выключа
-
теля
возникавшие
трещины
об
-
наружить
не
удавалось
,
посколь
-
ку
в
большинстве
случаев
они
находились
в
заармированной
зоне
.
До
2000
года
существовало
предположение
,
что
причиной
разрушения
фарфора
является
неэффективность
работы
демп
-
фирующего
слоя
,
в
результате
чего
при
резком
перепаде
тем
-
ператур
из
-
за
разности
коэффи
-
циентов
линейного
расширения
фарфора
и
армирующего
слоя
происходило
разрушение
«
фар
-
форовой
рубашки
»
по
армиро
-
вочному
шву
.
В
1999
году
в
СурЭС
начал
применяться
ультразвуковой
не
-
разрушающий
контроль
(
далее
—
УЗНК
)
фарфоровых
изоляторов
(
покрышек
)
типа
ПВМо
.
Рис
. 2.
Поврежденный
полюс
ВМТ
Суть
метода
заключается
в
измерении
скорости
распро
-
странения
ультразвуковых
коле
-
баний
в
фарфоровом
изолято
-
ре
и
сравнении
с
минимальной
(
граничной
)
скоростью
,
при
кото
-
рой
открытая
микропористость
в
изделиях
данного
типа
еще
отсутствует
.
При
проведении
диагностики
в
процессе
эксплу
-
атации
на
смонтированном
обо
-
рудовании
измерение
скорости
производится
методом
«
сквоз
-
ного
»
прозвучивания
с
боковой
поверхности
покрышки
в
танген
-
циальном
направлении
(«
по
хор
-
де
»).
При
капитальных
ремонтах
выключателей
выполняется
так
-
же
и
осевое
прозвучивание
по
-
крышек
.
При
проведении
УЗНК
фар
-
форовых
покрышек
ПВМо
было
выявлено
большое
количество
бракованных
изделий
(
микро
-
трещины
,
пористость
,
инород
-
ные
вкрапления
) —
около
40%
от
общего
количества
(
таблица
1).
Особенно
много
бракованых
изделий
наблюдалось
среди
по
-
крышек
производства
Камышлов
-
ского
изоляторного
завода
(
до
60%) (
таблица
2).
Бракованные
покрышки
вы
-
явились
как
у
выключателей
ВМТ
,
находящихся
в
эксплуатации
,
так
и
у
выключателей
,
еще
не
введен
-
ных
в
эксплуатацию
.
В
1999
году
наблюдалось
большое
количество
аварийного
выхода
из
строя
выключателей
ВМТ
в
зимний
период
(
январь
-
февраль
месяц
)
при
резком
перепаде
температуры
окружа
-
ющего
воздуха
(
перепады
в
25–
30 º
С
)
за
небольшой
промежуток
времени
(6–8
часов
).
Табл
. 1.
Результаты
УЗНК
покрышек
ПВМо
в
1999–2001
гг
.
Год
Годные
Брак
Итого
Процент
брака
1999
32
21
53
40%
2000
120
74
194
38%
2001
92
88
180
49%
Итого
244
183
427
Среднее
42%
Табл
. 2.
Результаты
УЗНК
покрышек
ПВМо
за
2001
год
разных
заводов
-
изготовителей
Завод
-
изготовитель
Годные
Брак
Итого
Процент
брака
DDR
6
3
9
33%
ВЗЭФ
24
21
45
47%
Славянск
26
11
37
30%
УИЗ
(
Камышлов
)
36
53
89
60%
Итого
92
88
180
Среднее
49%
№
1 (46) 2018

122
После
ввода
в
работу
выклю
-
чателей
,
прошедших
УЗНК
,
за
три
года
(
с
1999
по
2001
год
)
поврежде
-
ний
среди
них
не
было
.
За
этот
же
период
число
разрушившихся
по
-
крышек
выключателей
,
не
прошед
-
ших
УЗНК
,
составило
14
случаев
.
Проблемы
качества
фарфора
,
в
том
числе
по
критерию
открытой
микропористости
,
по
-
прежнему
остаются
актуальными
.
Заводом
-
изготовителем
ВМТ
были
определены
производители
покрышек
ПВМо
,
качество
кото
-
рых
было
признано
приемлемым
.
В
настоящее
время
в
СурЭС
фарфоровые
покрышки
ПВМо
под
-
вергаются
диагностике
методом
УЗНК
в
рамках
входного
контроля
перед
их
установкой
при
капиталь
-
ных
и
средних
ремонтах
выклю
-
чателей
(
проверяются
как
снятые
с
выключателя
,
так
и
новые
),
а
так
-
же
в
процессе
эксплуатации
с
пе
-
риодичностью
1
раз
в
5
лет
.
ДРЕНАЖНЫЕ
ОТВЕРСТИЯ
ФЛАНЦЕВ
ПОКРЫШЕК
ПВМо
В
первых
конструкциях
фарфоро
-
вых
покрышек
во
фланцах
не
было
предусмотрено
дренажных
кана
-
лов
.
Влага
скапливалась
между
фланцами
и
контактной
плитой
,
в
технологических
«
карманах
».
Это
приводило
к
разрушению
по
-
верхностного
слоя
армировки
,
вплоть
до
открытия
резиновых
компенсационных
уплотнений
.
СурЭС
было
предложено
и
ре
-
ализовано
сверление
дренажных
ОБОРУДОВАНИЕ
отверстий
во
фланцах
покрышек
ПВМо
.
Впоследствии
заводом
-
изгото
-
вителем
были
внесены
измене
-
ния
в
конструкцию
и
выполнены
дренажные
каналы
во
фланцах
(
рисунок
3).
При
ремонтных
работах
об
-
ращается
внимание
на
наличие
каналов
или
отверстий
для
обе
-
спечения
дренажа
влаги
,
а
также
(
при
их
отсутствии
)
выполняются
отверстия
во
фланцах
для
обе
-
спечения
дренажа
влаги
.
УСТРОЙСТВО
ОБОГРЕВА
ПОЛЮСОВ
ВМТ
В
СурЭС
в
1994
году
было
от
-
ремонтировано
в
цеховых
усло
-
виях
29
выключателей
ВМТ
.
Из
них
7
штук
—
вне
плана
из
-
за
высокого
содержания
углерода
в
масле
.
В
выключателях
ВМТ
наблюда
-
лось
явление
почернения
масла
из
-
за
повышенного
содержания
углерода
в
масле
выключателей
,
не
отключавших
ток
КЗ
и
номи
-
нальный
ток
нагрузки
.
Данное
яв
-
ление
снижает
надежность
работы
выключателя
,
так
как
осаждение
углерода
на
внутренней
поверх
-
ности
покрышек
и
на
поверхности
изоляционных
тяг
снижает
вели
-
чину
разрядного
напряжения
по
поверхности
и
создает
условия
возникновения
дугового
разряда
внутри
выключателя
.
Удалить
сле
-
ды
углерода
с
внутренней
поверх
-
ности
фарфоровых
изоляторов
и
с
поверхности
изоляционных
тяг
Рис
. 3.
Дренажные
каналы
фланца
покрышки
ПВМо
путем
замены
масла
в
выключате
-
ле
не
представляется
возможным
,
поскольку
следы
углерода
удается
удалить
только
с
использованием
растворителя
.
Были
проанализированы
при
-
чины
возникновения
повышенно
-
го
содержания
углерода
в
масле
выключателя
.
Для
этого
были
изучены
режимы
работы
подо
-
гревающих
устройств
в
колоннах
выключателей
.
Был
определен
градиент
температуры
масла
по
высоте
колонны
выключателя
при
включенных
двух
ступенях
обогрева
с
использованием
тер
-
мопар
и
регистрирующих
при
-
боров
.
В
результате
было
опре
-
делено
отсутствие
циркуляции
масла
внутри
бакелитового
ци
-
линдра
с
размещенным
внутри
радиатором
нагревательных
элементов
(
рисунок
4).
Фиксировалась
температура
больше
100 °
С
,
а
перепад
темпе
-
ратур
составлял
больше
50 °
С
на
входе
и
на
выходе
бакелитового
цилиндра
.
О
недопустимой
величине
тем
-
пературы
внутри
бакелитового
цилиндра
свидетельствовало
на
-
личие
обуглившихся
зон
на
вну
-
тренней
поверхности
бакелитового
цилиндра
.
Сложившаяся
ситуация
способствовала
перегреву
масла
и
образованию
повышенного
со
-
держания
углерода
во
всем
объ
-
еме
масла
колонны
.
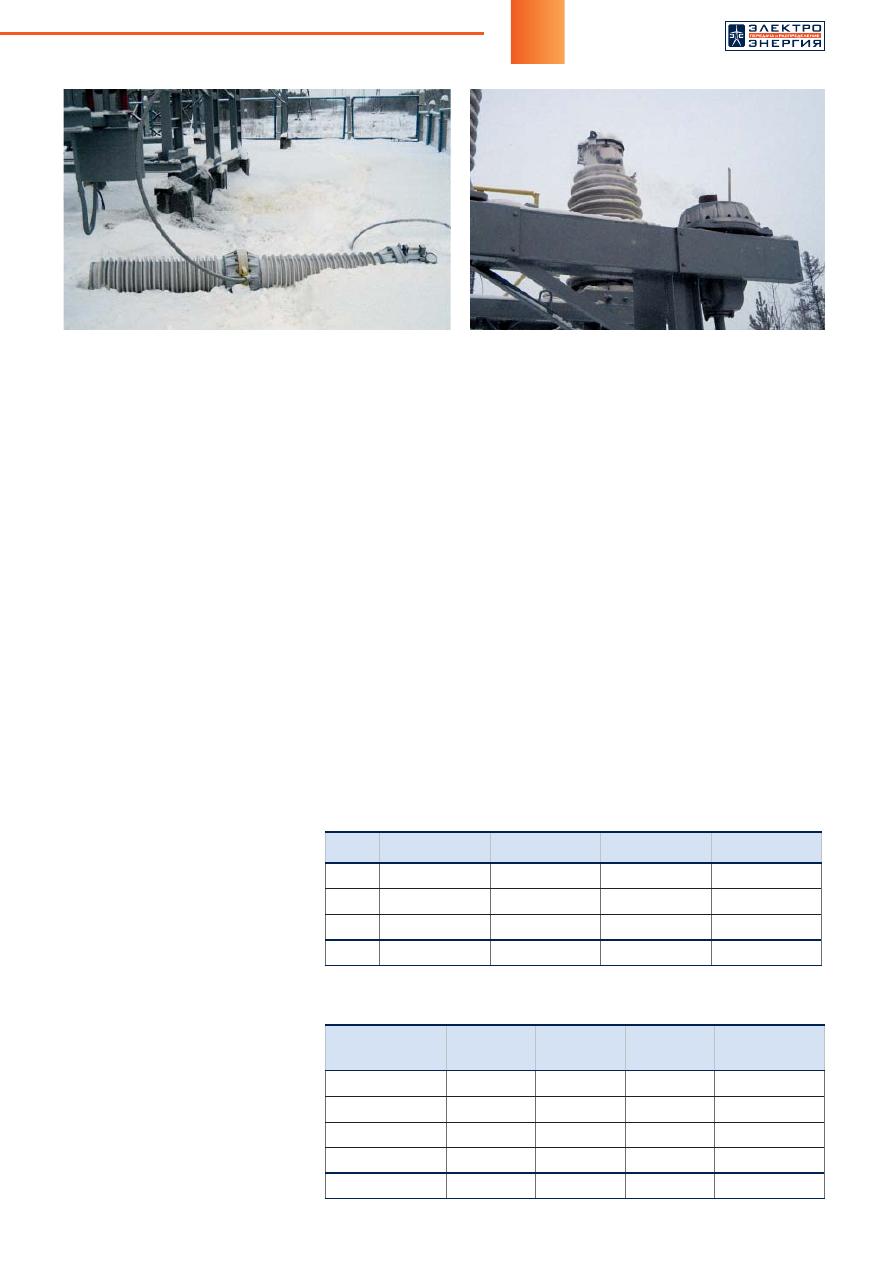
При
сверлении
отверстий
в
нижней
части
кожуха
бакели
-
тового
цилиндра
(
рисунок
5)
пе
-
Рис
. 4.
Бакелитовый
цилиндр
с
размещенным
внут
-
ри
радиатором
нагревательных
элементов
: 1 —
ба
-
келитовый
цилиндр
; 2 —
кожух
бакелитового
ци
-
линдра
; 3 —
радиатор
нагревательных
элементов
3
1
2
123
репад
температур
масла
между
верхней
и
нижней
частью
баке
-
литового
цилиндра
составил
не
более
20 °
С
.
При
последующих
капитальных
и
средних
ремон
-
тах
выключателей
выполнялась
сверловка
отверстий
в
кожухе
бакелитового
цилиндра
.
Ука
-
занное
мероприятие
позволило
исключить
немотивированное
«
зауглероживание
»
трансфор
-
маторного
масла
в
колоннах
вы
-
ключателей
.
ЭЛЕКТРОПИТАНИЕ
НАГРЕВАТЕЛЬНЫХ
ЭЛЕМЕНТОВ
ПОЛЮСОВ
От
надежности
работы
нагрева
-
тельных
устройств
в
определен
-
ной
степени
зависит
и
надежность
работы
выключателей
в
холодное
время
года
.
Качество
ремонта
устройств
обогрева
полюсов
за
-
висит
от
удобства
замены
нагре
-
вательных
элементов
,
в
том
числе
при
отрицательных
температурах
.
В
СурЭС
было
реализовано
под
-
ключение
нагревательных
элемен
-
тов
полюсов
с
помощью
розеток
и
вилок
типа
РЩ
-32 (
рисунок
6).
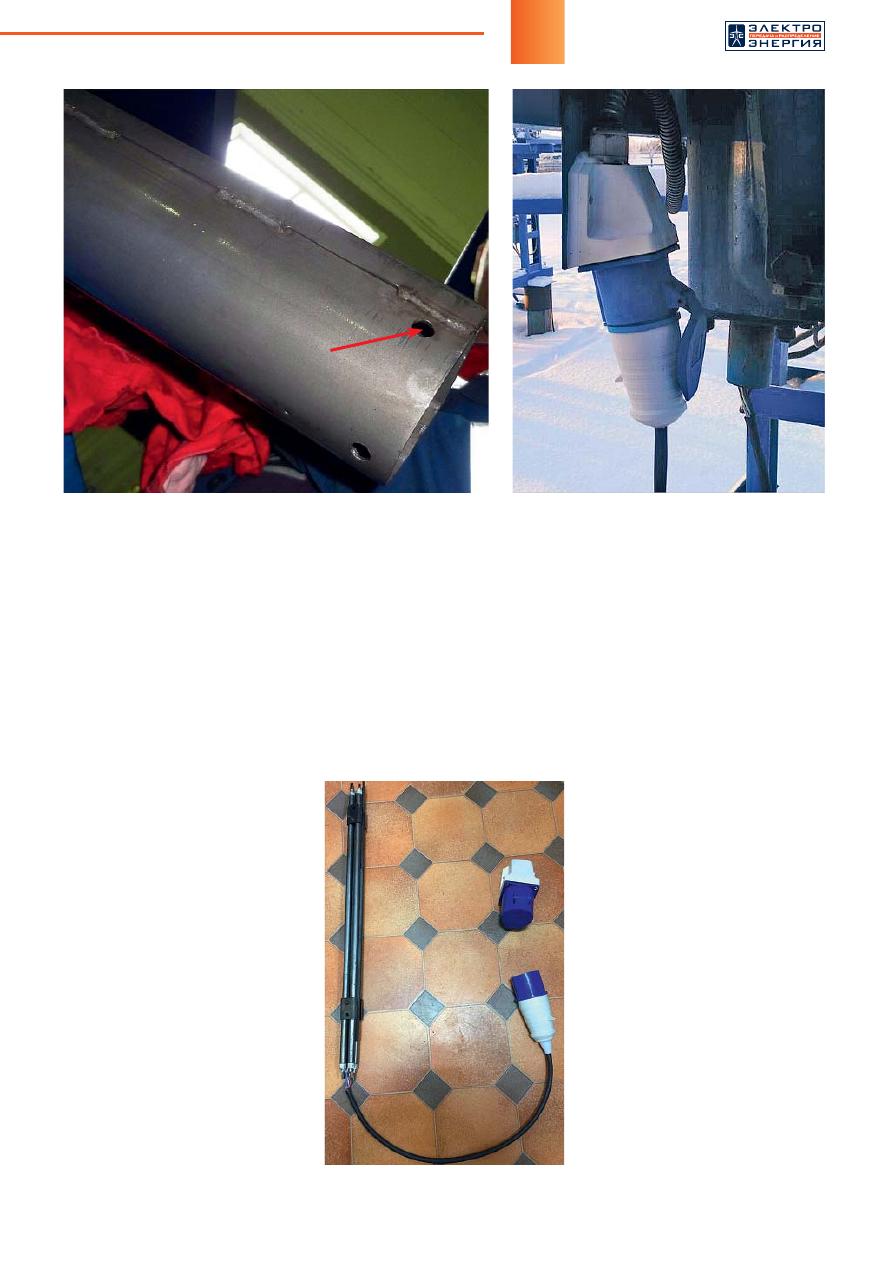
Ремонт
устройств
обогрева
полюсов
заключается
в
замене
пакета
ТЭНов
с
дефектными
обо
-
гревателями
на
отремонтирован
-
ный
(
рисунок
7).
Это
позволяет
Рис
. 5.
Нижняя
часть
кожуха
бакелитового
цилиндра
с
просвер
-
ленными
отверстиями
Рис
. 6.
Розетка
и
вилка
типа
РЩ
-32,
установ
-
ленные
в
системе
обогрева
полюса
выключа
-
теля
ВМТ
повысить
качество
и
скорость
ремонта
,
что
особенно
важно
в
условиях
отрицательных
тем
-
ператур
.
РЕЖИМЫ
РАБОТЫ
НАГРЕВАТЕЛЬНЫХ
УСТРОЙСТВ
Необходимо
отметить
,
что
на
на
-
дежность
выключателей
также
влияет
режим
работы
нагрева
-
тельных
устройств
.
Нарушение
режима
работы
нагреватель
-
ных
устройств
может
привести
к
оплавлению
изоляции
прово
-
дов
вторичной
коммутации
при
-
вода
выключателя
и
перегреву
масла
в
колоннах
выключателя
.
Поэтому
целесообразно
ре
-
жим
работы
подогревающих
устройств
автоматизировать
в
за
-
висимости
от
температуры
окру
-
жающей
среды
.
УСТРОЙСТВО
ДЛЯ
ВЫПУСКА
СЖАТОГО
ГАЗА
Надежность
работы
устройства
для
выпуска
сжатого
газа
также
влияет
на
надежность
работы
выключателя
.
В
процессе
эксплу
-
атации
выключателей
происходи
-
ли
случаи
ухода
масла
с
колпака
полюса
через
устройство
выпуска
сжатого
газа
и
снижение
давления
сжатого
газа
до
атмосферного
.
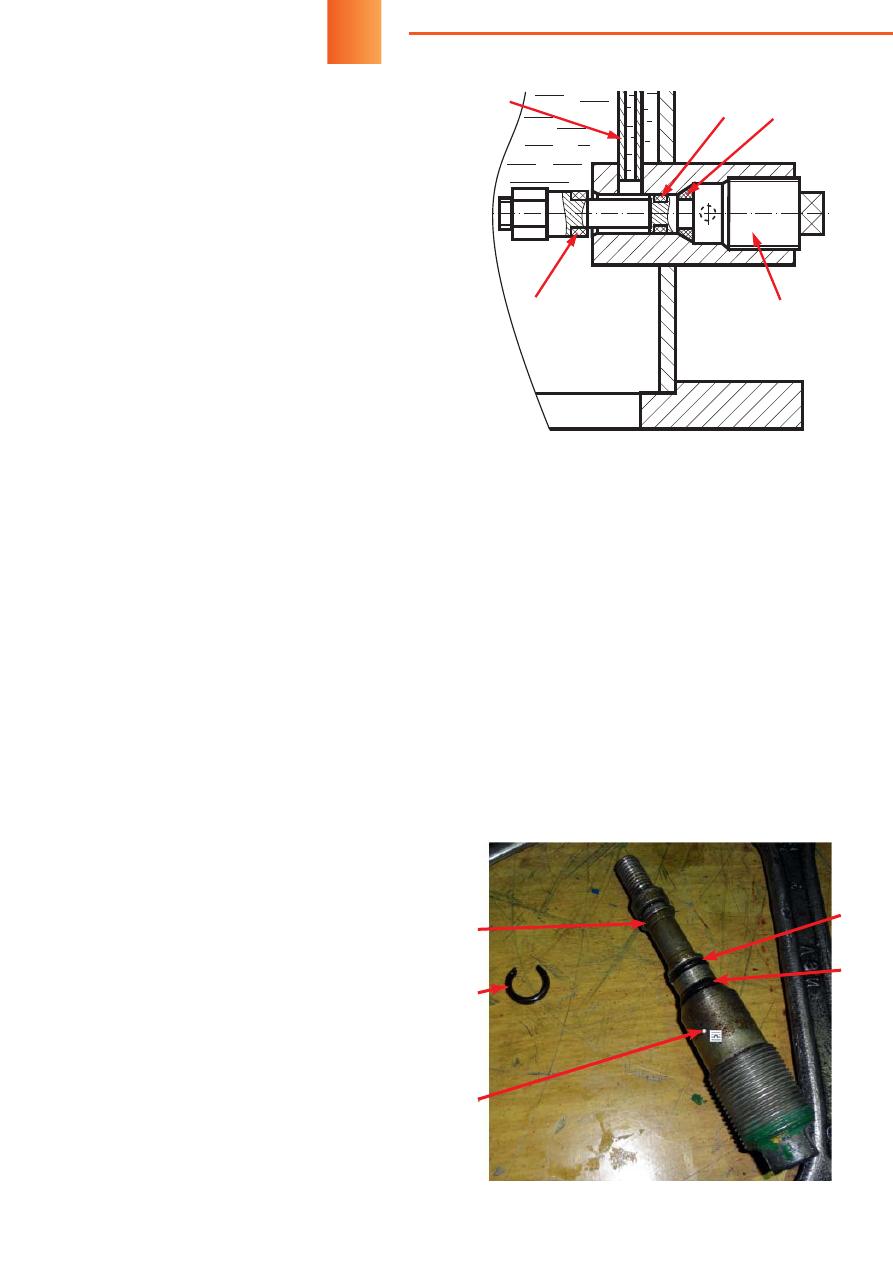
При
обследовании
конструкции
устройства
(
рисунки
8
и
9)
для
вы
-
пуска
сжатого
газа
были
отмечены
следующие
недостатки
:
–
наличие
заусенцев
в
месте
крепления
трубки
(4)
на
внут
-
ренней
поверхности
корпуса
;
–
острые
кромки
в
месте
выбора
фаски
в
корпусе
в
месте
посад
-
ки
большего
уплотнительного
кольца
(3);
Рис
. 7.
Подготовленный
пакет
обо
-
гревателей
полюсов
ВМТ
к
замене
№
1 (46) 2018
124
–
отсутствие
фаски
на
штоке
(5)
в
месте
посадки
большего
уплотнительного
кольца
(3).
Эти
недостатки
в
исполнении
устройства
для
выпуска
сжатого
газа
зачастую
приводят
к
следую
-
щим
последствиям
:
–
при
закручивании
штока
(5)
с
уплотнительными
кольцами
в
корпус
устройства
часто
про
-
исходит
повреждение
первого
уплотнительного
кольца
(1)
острой
кромкой
фаски
корпуса
в
посадочном
месте
большего
уплотнительного
кольца
(3);
–
при
закручивании
штока
(5)
это
же
уплотнительное
кольцо
(1)
повреждается
заусенцами
в
месте
крепления
трубки
(4);
–
второе
малое
уплотнительное
кольцо
(2)
на
штоке
(5)
также
может
повредиться
кромкой
корпуса
посадочного
места
большего
уплотнительного
кольца
(3);
–
при
полном
закручивании
штока
(5)
в
корпус
устройства
,
большее
уплотнительное
кольцо
(3)
не
выполняет
свои
функции
вследствие
недо
-
статочного
его
сжатия
и
как
результат
—
недостаточное
прилегание
к
поверхности
.
Это
происходит
потому
,
что
шток
(5)
кромкой
посадочного
места
большего
уплотнительно
-
го
кольца
(3)
упирается
в
корпус
устройства
при
полном
закручи
-
вании
штока
,
что
не
обеспечива
-
ет
достаточного
сжатия
большего
уплотнительного
кольца
.
При
наличии
таких
дефектов
в
устройстве
,
масло
и
сжатый
газ
из
колпака
выключателя
проходят
через
нарушенное
уплотнение
в
месте
установки
малого
уплот
-
нительного
кольца
(2)
и
большего
уплотнительного
кольца
(3),
а
так
-
же
через
резьбовые
соединения
.
Нарушенное
первое
малое
уплотнительное
кольцо
(1)
не
обе
-
спечивает
маслоплотности
колпа
-
ка
при
выпуске
сжатого
газа
.
Для
недопущения
возникно
-
вения
описанных
дефектов
не
-
обходимо
при
ремонтах
убирать
заусенцы
в
месте
крепления
трубки
(4)
на
внутренней
поверх
-
ности
корпуса
.
Также
острую
кромку
посадочного
места
боль
-
шего
резинового
уплотнения
(3)
на
внутренней
поверхности
кор
-
пуса
необходимо
сглаживать
.
На
штоке
(5)
устройства
в
месте
посадки
большего
уплотнитель
-
ного
кольца
(3)
необходимо
вы
-
полнить
фаску
под
углом
45º
для
обеспечения
необходимого
сжатия
большего
уплотнительного
кольца
.
МАСЛОМЕРНЫЕ
СТЕКЛА
Надежность
масломерных
стекол
выключателей
ВМТ
оказывает
су
-
щественное
влияние
на
эксплуа
-
тационную
надежность
выключа
-
телей
.
Разрушение
масломерного
стек
-
ла
приводит
к
нарушению
герме
-
тичности
колонны
,
снижению
дав
-
ления
масла
в
колонне
(
в
том
чис
-
ле
и
в
дугогасительной
камере
)
до
атмосферного
.
Нарушение
герметичности
мо
-
жет
привести
к
увлажнению
мас
-
ла
,
а
снижение
давления
в
дуго
-
гасительной
камере
не
позволит
выключателю
справиться
с
отклю
-
чением
тока
КЗ
в
цикле
АПВ
.
В
СурЭС
с
начала
1990-
х
годов
наблюдалось
большое
количе
-
ство
случаев
разрушения
масло
-
мерных
стекол
на
выключателях
ВМТ
.
Причины
этого
явления
ис
-
кали
в
соблюдении
качества
ре
-
монтов
,
связанных
с
перетяжкой
фланцевых
соединений
узлов
уплотнения
стекол
.
В
1995
году
в
лабораторию
ма
-
териалов
ПРП
«
Тюменьэнерго
»
были
направлены
фрагменты
раз
-
рушенных
масломерных
стекол
,
демонтированные
стекла
с
выклю
-
чателей
,
находящихся
в
эксплуа
-
ОБОРУДОВАНИЕ
Рис
. 9.
Шток
устройства
выпуска
сжа
-
того
газа
:
1 —
место
по
-
садки
первого
малого
уплот
-
нительного
кольца
;
2 —
второе
малое
уплот
-
нительное
кольцо
;
3 —
большее
уплотнитель
-
ное
кольцо
;
4 —
повреж
-
денное
первое
малое
уплот
-
нительное
кольцо
;
5 —
шток
1
2
4
3
5
1
4
2
3
5
Рис
. 8.
Устройство
выпуска
сжатого
газа
:
1 —
первое
малое
уплот
нительное
кольцо
;
2 —
второе
малое
уплотнительное
кольцо
;
3 —
большее
уплот
-
нительное
кольцо
;
4 —
трубка
;
5 —
шток

125
тации
,
и
новые
стекла
из
ремонт
-
ного
комплекта
для
определения
причин
разрушения
стекол
.
В
результате
исследований
масломерных
стекол
в
лаборато
-
рии
на
части
из
них
были
выявле
-
ны
дефекты
на
внутренней
и
на
-
ружной
поверхности
,
которые
могут
возникнуть
при
протяжке
стеклянной
трубки
на
заводе
-
из
-
готовителе
.
Приводим
лабораторное
описа
-
ние
двух
масломерных
стекол
из
ремонтного
комплекта
.
В
рамках
данного
исследования
были
также
сделаны
фотографии
дефектов
под
микроскопом
.
Исследование
проводилось
на
микроскопах
МВС
-9
при
увеличе
-
нии
х
20
и
Неофот
-21
при
увели
-
чении
х
100.
В
результате
было
установлено
,
что
на
двух
новых
стеклянных
трубках
были
обнару
-
жены
одинаковые
поверхностные
дефекты
:
–
двойная
риска
шириной
0,66
мм
с
наружной
поверхно
-
сти
по
всей
длине
трубок
;
–
риска
шириной
0,12
мм
с
на
-
ружной
поверхности
длиной
110
мм
на
одной
и
150
мм
на
другой
трубке
.
На
одной
из
трубок
по
всей
длине
обнаружена
также
риска
на
внутренней
поверхности
.
Проведенными
испытаниями
при
создании
избыточного
давле
-
ния
внутри
трубок
было
установле
-
но
,
что
разрушение
их
произошло
по
указанным
дефектам
.
Характер
разрушений
был
аналогичен
тому
,
которое
имело
место
у
представ
-
ленной
разрушенной
трубки
в
экс
-
плуатационных
условиях
.
В
результате
был
сделан
вы
-
вод
о
том
,
что
указанные
дефек
-
ты
масломерных
стекол
являются
концентраторами
напряжений
,
которые
могут
привести
к
их
раз
-
рушению
под
действием
рабочих
напряжений
.
Разрушение
может
также
воз
-
никнуть
при
механических
воз
-
действиях
,
а
также
при
перепадах
температур
или
неравномерном
нагреве
стекол
(
лучами
солнца
).
При
ремонтах
выключателей
об
-
ращается
внимание
на
качество
изготовления
масломерных
сте
-
кол
(
отсутствие
на
поверхности
царапин
),
а
также
применяются
меры
для
исключения
нанесения
царапин
при
чистке
стекол
.
ПРИВОД
ППРК
-1400
Надежность
работы
привода
за
-
висит
,
в
том
числе
,
от
надежнос
-
ти
работы
катушек
включения
/
отключения
.
В
определенный
пе
-
риод
названные
катушки
выпус
-
кались
с
каркасом
,
изготовлен
-
ным
из
сополимера
полиамида
.
При
температурном
воздействии
,
в
том
числе
и
от
нагревательных
элементов
в
приводе
,
каркасы
теряли
свою
жесткость
.
Это
при
-
водило
к
затиранию
и
заклини
-
ванию
втягивающихся
сердеч
-
ников
.
В
результате
длительного
протекания
тока
через
обмотку
катушки
,
каркас
ее
также
оплав
-
лялся
.
Это
приводило
к
отказу
выключателей
.
Впоследствии
катушки
приво
-
дов
выключателей
ВМТ
,
каркасы
которых
были
выполнены
из
ука
-
занного
материала
,
были
заме
-
нены
на
катушки
с
каркасами
из
стекловолокнита
.
Для
повышения
надежности
привода
заводом
-
изготовителем
были
разработаны
комплекты
мо
-
дернизации
.
Среди
них
комплект
КМ
-1,
использование
которого
предусматривало
замену
катушек
с
каркасом
из
сополимера
поли
-
амида
.
ВЫВОДЫ
Надежность
работы
выключате
-
лей
типа
ВМТ
можно
значитель
-
но
повысить
,
если
в
процессе
эксплуатации
,
в
том
числе
при
средних
и
капитальных
ремон
-
тах
выполнить
следующие
ме
-
роприятия
:
1.
Капитальные
и
средние
ремон
-
ты
выключателей
выполнять
в
цеховых
условиях
.
В
электро
-
установках
выполнять
замену
выключателя
,
подлежащего
ре
-
монту
,
на
отремонтированный
.
2.
Применять
покрышки
ПВМо
из
качественного
фарфора
,
в
том
числе
рекомендованных
за
-
водов
-
изготовителей
.
Перед
их
установкой
и
в
процессе
эксплуатации
контролировать
их
состояние
методом
УЗНК
,
а
также
обращать
внимание
на
наличие
каналов
для
дре
-
нажа
влаги
(
при
их
отсутствии
выполнять
отверстия
во
флан
-
цах
для
обеспечения
дренажа
влаги
).
3.
При
средних
и
капитальных
ремонтах
выполнять
сверле
-
ние
отверстий
в
кожухе
баке
-
литового
цилиндра
устройства
обогрева
полюса
(6
штук
диа
-
метром
13
мм
)
для
обеспе
-
чения
циркуляции
масла
во
время
работы
подогревающих
устройств
.
4.
Для
повышения
качества
и
опе
-
ративности
ремонта
устройств
обогрева
полюсов
(
особенно
в
холодное
время
года
)
реко
-
мендуется
применять
разъемы
типа
РЩ
-32.
5.
Необходимо
обеспечить
рабо
-
ту
устройств
обогрева
привода
и
полюсов
в
автоматическом
режиме
в
зависимости
от
тем
-
пературы
окружающего
воз
-
духа
.
6.
При
средних
и
капитальных
ремонтах
в
устройстве
для
вы
-
пуска
сжатого
газа
необходимо
убирать
заусенцы
в
месте
кре
-
пления
трубки
на
внутренней
поверхности
корпуса
.
Также
острую
кромку
посадочного
места
большего
уплотнитель
-
ного
кольца
на
внутренней
по
-
верхности
корпуса
необходимо
сглаживать
.
На
штоке
устрой
-
ства
в
месте
посадки
большего
уплотнительного
кольца
необ
-
ходимо
выполнить
фаску
под
углом
45º
для
обеспечения
не
-
обходимого
сжатия
большего
уплотнительного
кольца
.
7.
При
ремонтах
выключателя
не
-
обходимо
обращать
внимание
на
качество
изготовления
мас
-
ломерных
стекол
и
выполнять
их
замену
при
необходимости
,
а
также
исключать
нанесение
царапин
во
время
чистки
при
ремонтах
.
8.
Обращать
внимание
и
менять
при
обнаружении
катушки
включения
/
отключения
с
корпу
-
сом
из
сополимера
на
катушки
с
корпусом
из
стекловолокнита
.
В
приводах
выключателей
уста
-
навливать
комплекты
модерни
-
зации
КМ
-1.
9.
Проводить
сезонное
опробо
-
вание
выключателей
с
целью
проверки
их
работоспособно
-
сти
.
№
1 (46) 2018
Оригинал статьи: К вопросу об эксплуатации выключателей типа ВМТ
Настоящая статья посвящена вопросу разработки мероприятий по повышению надежности маломасляных троссовых выключателей типа ВМТ. Приведены результаты работы Сургутских электрических сетей по разработке мероприятий по повышению надежности указанных выключателей. Материал затрагивает весь период эксплуатации выключателей ВМТ в Сургутских электрических сетях, начиная с 80-х годов прошлого века и по настоящее время. Описан метод цехового ремонта выключателей ВМТ. Приведены лабораторные исследования по изучению причин возникновения дефектов. Представлены некоторые статистические данные результатов обследования на объектах Сургутских электрических сетей фарфоровых покрышек (изоляторов) ПВМо.