40
«КАБЕЛЬ-news», № 1, 2012, www.kabel-news.ru
Производство
ÐÀÄÈÀÖÈÎÍÍÛÅ ÒÅÕÍÎËÎÃÈÈ
Т
ехнология радиационного модифициро-
вания изоляции кабельных изделий по-
средством электронно-лучевой сшивки
полимеров нашла широкое применение в
промышленности. Первоначально она применялась
прежде всего для увеличения максимальной тем-
пературы эксплуатации кабельных изделий. Затем
обнаружились многие другие преимущества сшитых
полимеров — уменьшение деформации при нагре-
ве, повышение сопротивления химическому, радиа-
ционному и абразивному воздействиям, улучшение
ударной прочности и памяти полимера.
Применение этих технологий позволило нала-
дить выпуск широкого ассортимента кабельных
изделий как для нефтедобывающей отрасли, атом-
ных станций, спецтехники, так и для других обла-
стей применения, где необходима высокая надёж-
ность кабельных изделий при работе в штатных и
аварийных условиях.
К 30-летию радиационных
технологий на
ОАО «НП «Подольсккабель»
Александр РОЙХ, первый заместитель
генерального директора – технический директор,
Михаил СТЕПАНОВ, начальник участка
радиационной обработки монтажных проводов, ОАО «НП «Подольсккабель»
Использование электронно-лучевых технологий
раскрывает широкие возможности для выпуска раз-
нообразного ассортимента кабелей и термоусадоч-
ных изделий для различных целей (атомные и те-
пловые электростанции, нагревательные, силовые и
корабельные кабели и кабели для воздушных судов
и т.д.). Это все изделия повышенной надёжности и
несут значительную нагрузку при экстремальных
условиях.
Качество радиационной обработки зависит
как от самого ускорителя, так и от транспорт-
ного оборудования комплекса.
Ускоритель должен работать при ста-
бильных параметрах электронного пучка —
энергия, ток пучка, ширина фронта облуче-
ния.
Установка четырёхстороннего облучения
необходима для придания азимутальной однородно-
сти принятой дозы облучения.
Основным параметром системы при прохожде-
нии кабеля в зоне радиации является скорость его
транспортировки. Она должна быть пропорциональ-
на току пучка электронов. Эта задача была успешно
решена созданием высокоавтоматизированных ком-
плексов.
УСКОРИТЕЛИ
На участке радиационной обработки монтажных
проводов эксплуатируются два мощных ускорителя
промышленного назначения — ЭЛВ-4 и ЭЛВ-8. Ди-
апазон энергий электронов — от 0,8 до 2,5 МЭВ и
ускоренный пучок — до 50 мА, с максимальной мощ-
ностью до 100 киловатт.
Ускорители были разработаны в 80-х годах в ИЯФ
им. Г. Будкера в лаборатории № 12.
В 2002 году была произведена замена ускорите-
лей с ручным управлением на ускорители с компью-
терной автоматизированной системой управления.
Надо отметить, что с 2003 года постоянно идёт мо-
дернизация ускорителей: переход системы управле-
41
«КАБЕЛЬ-news», № 1, 2012, www.kabel-news.ru
Производство
ÐÀÄÈÀÖÈÎÍÍÛÅ ÒÅÕÍÎËÎÃÈÈ
ния с аналогового сигнала на цифровой, замена ис-
точников питания на транзисторные, что значительно
повысило надёжность эксплуатации ускорителей.
В настоящее время ускорители отвечают совре-
менным требованиям национальных стандартов и
являются флагманами не только в России, но и не
уступают образцам заграничных аналогов ускори-
тельной техники.
ЧЕТЫРЁХСТОРОННЯЯ СИСТЕМА
ОБЛУЧЕНИЯ
В 1998 году лабораторией № 12 ИЯФ им. Г. Буд-
кера была разработана система четырёхстороннего
облучения, которая впервые в мире была реализо-
вана на Подольском кабельном заводе в 2003 году.
Она позволила коренным образом улучшить каче-
ство кабельной продукции после радиационной об-
работки. Наряду с уменьшением азимутальной не-
однородности метод позволяет уменьшить энергию
электронов и распространять технологию облучения
на оболочку кабельных изделий большего диаметра.
Результаты научно-исследовательских работ,
проведённых на Подольском кабельном заводе, по-
казали, что неравномерность радиальной сшивки
по азимуту составляет 3—5%, что нельзя обеспе-
чить ни силановой, ни пероксидной сшивкой. Новая
методика заменила ранее применявшийся способ
двухстороннего облучения, улучшила качество про-
дукции, привела к повышению производительности
труда и дала возможность качественно облучать
термоусаживаемые изделия.
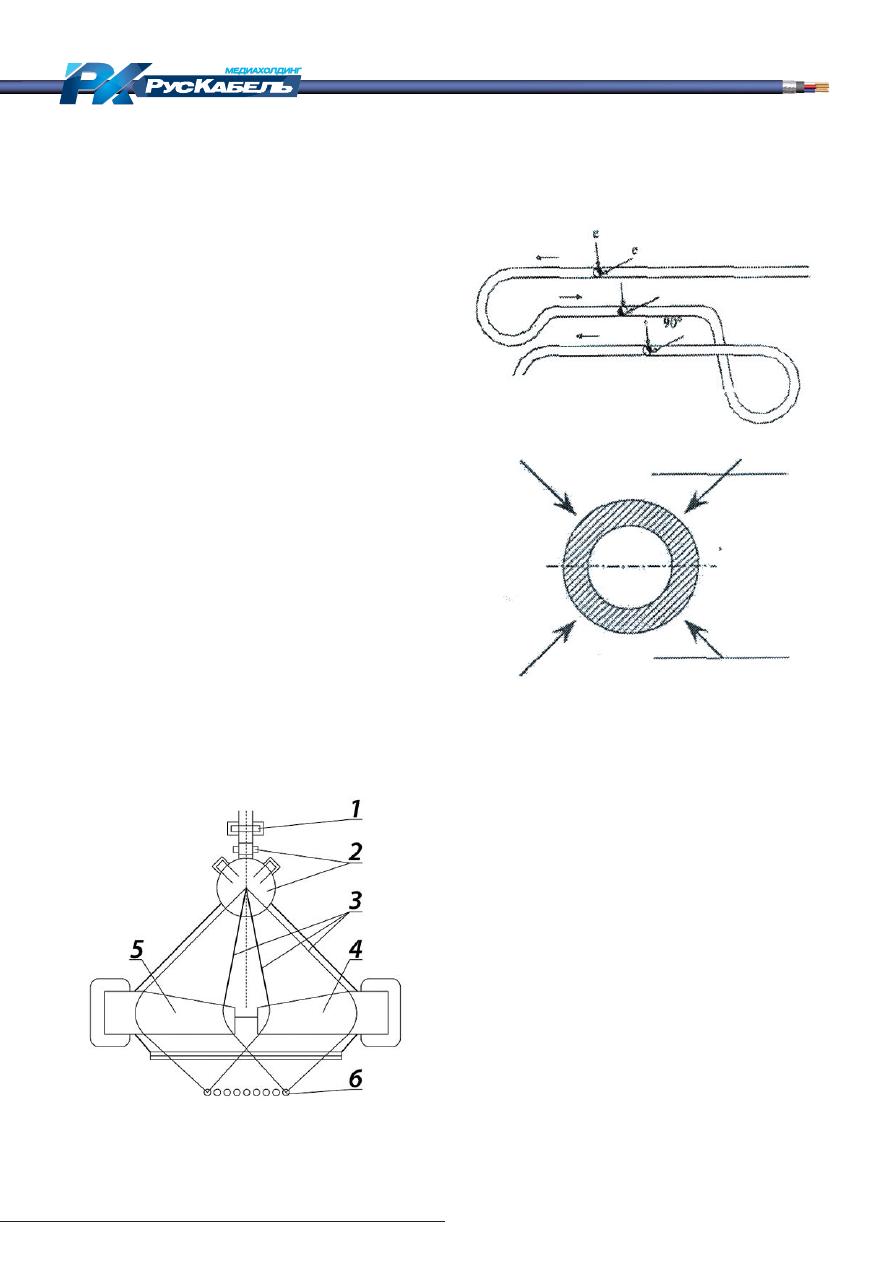
Раскладка заготовки под пучком электронов вы-
полнена так, чтобы на каждом повороте верхняя и
нижняя поверхности менялись местами. Если тра-
ектории пучков пересекаются под углом 90 граду-
сов, принимая во внимание смену поверхностей,
достигается именно четырёхстороннее облучение
(рис. 1, 2). Очень важно, что кабель проходит зону
облучения несколько раз.
ПОДПУЧКОВАЯ ТРАНСПОРТНАЯ
СИСТЕМА
Универсальная система транспортировки (ПТС)
была разработана в ИЯФ им. Г. Будкера в лаборато-
рии № 12. Её устройство показано на рис. 3. Систе-
ма состоит из двух барабанов: один — приводной, а
другой — ведомый.
В связи с принципиальным изменением подпуч-
кового оборудования снижается вероятность по-
вреждения изоляции обрабатываемой заготовки, и
самое главное — степень вытяжки токопроводящей
жилы однопроволочного проводника.
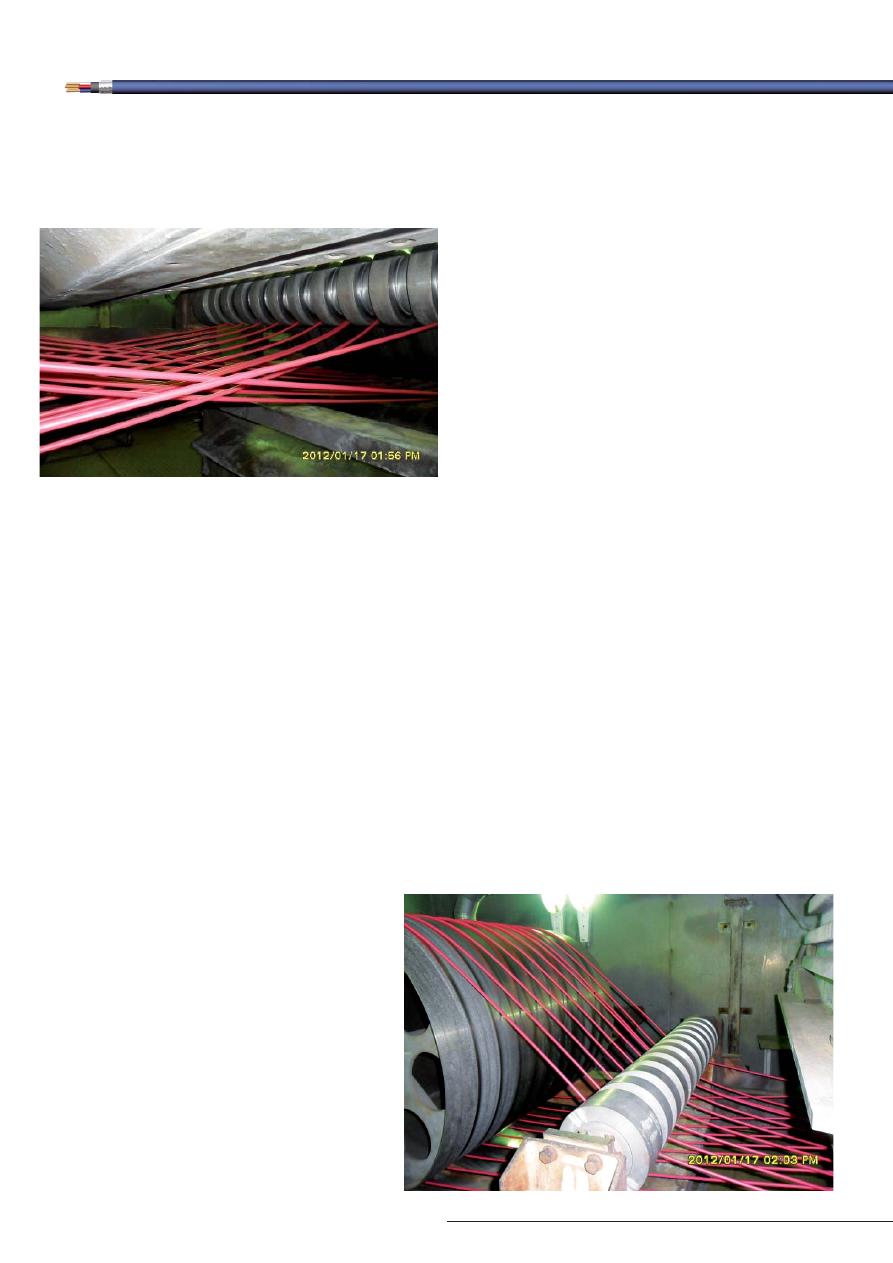
На рис. 4 показано технологическое помещение с
ПТС, устройство для четырёхстороннего облучения
с системой воздушно-капельного охлаждения заго-
товки. В ПТС используется асинхронный индукцион-
ный двигатель с приводом.
Рис. 1. Установка четырёхстороннего облучения
1 — магниты сканирования с переключающим маг-
нитом; 2 — выпускное устройство; 3 — траектории
электронов; 4 — правый поворотный магнит; 5 — ле-
вый поворотный магнит.
Рис. 2. Облучаемая заготовка
общий вид
разрез
42
«КАБЕЛЬ-news», № 1, 2012, www.kabel-news.ru
Частота оборотов электродвигателя настраи-
вается при помощи контроля системы управления
ускорителя. У привода есть широкий динамический
диапазон, и обеспечивается пропорциональность
между скоростью транспортировки заготовки и то-
ком пучка электронов, что приводит к значительной
экономии электроэнергии в целом, и таким образом
обеспечивается мягкий старт технологии. При ско-
рости от 0 до 300 м/мин на ПТС иррегулярность по-
глощённой дозы не превышает 3%.
Эксплуатационный опыт работы на Подольском
кабельном заводе показывает успешное облучение
заготовки в широком диапазоне сечений от 0,12 до
120 мм
2
.
ВЫСОКОАВТОМАТИЗИРОВАННЫЕ
КОМПЛЕКСЫ
В 2005 году представителями ОАО «НП «Подольск-
кабель» совместно с ИЯФ им. Г. Будкера и ОАО
«ВНИИКПМаш» были сформулированы по-
требности, а затем разработаны высокоавто-
матизированные системы для облучения изо-
ляции кабельной продукции. Надо отметить,
что до 2006 года эксплуатировались про-
тяжные устройства фирм Hitteka ВНР, Skett
ГДР, ОАО «Волмаш» с тяговым ременным
приводом, которые технически ограничивали
скорости (до 120 м/мин) и в то же время не
исключали загрязнения изоляции обрабаты-
ваемой продукции в тяговых ремнях.
В автоматизированных комплексах смон-
тированы отдающие и приёмные устройства,
а также подпучковые транспортные систе-
мы, непосредственно связанные с параме-
трами ускорителей.
Управление всеми устройствами —
ускорителем, ПТС, отдатчиками и приём-
ными устройствами осуществляется авто-
матически.
В 2006—2007 гг. впервые в России были запуще-
ны на Подольском кабельном заводе высокоавто-
матизированные комплексы (П1—П6) в количестве
6 штук для облучения изоляции кабельных изделий
сечением от 0,12 до 120 мм
2
.
Автоматизированные комплексы позволили уве-
личить скорость радиационной обработки изделий в
два раза и более, в зависимости от маркоразмера
заготовки, исключить вероятность загрязнения за-
готовки, минимизировать вытяжку токопроводящей
жилы однопроволочного проводника.
В связи с тем, что скорость перемещения заго-
товки является функцией от нарастания тока пучка
электронов, изоляция облучаемой заготовки получа-
ет постоянную дозу во времени в любой переходный
период.
Такой подход облучения заготовки гарантиру-
ет безупречное качество радиационной обработки
изоляции заготовки, с которым не могут конкури-
ровать другие виды сетирования: силановая и пе-
роксидная.
Высокий уровень автоматизации позволил
уменьшить количество обслуживающего персонала,
так как практически нет необходимости постоянно-
го присутствия оператора на посту контроля управ-
ления ускорителем. Введена эффективная схема
контроля процесса на мониторах в технологическом
зале, с помощью которых оператор может контро-
лировать и настраивать параметры процесса непо-
средственно на рабочем месте на отдатчиках и при-
ёмниках (рис. 5).
В заключение хочется отметить, что модерни-
зация ускорителей и создание высокоавтоматизи-
рованных комплексов на участке РОМП требовали
значительных капиталовложений и временных за-
трат, т.к. ускорители электронов являются наукоём-
Рис. 4. Устройство для четырёхстороннего облучения с
системой воздушно-капельного охлаждения заготовки
Рис. 3. Универсальная
система транспортировки (ПТС)
Производство
ÐÀÄÈÀÖÈÎÍÍÛÅ ÒÅÕÍÎËÎÃÈÈ

43
«КАБЕЛЬ-news», № 1, 2012, www.kabel-news.ru
кими устройствами и должны обслуживаться
квалифицированно.
Но наряду с этим участок радиацион-
ной обработки со своими продвинутыми
технологиями вполне может конкуриро-
вать с заграничными радиационными цент-
рами.
Представители завода совместно с учё-
ными ИЯФ им. Г. Будкера неоднократно
выступали с докладами об инновациях на
международных конференциях по радиа-
ционным технологиям в Болгарии, Велико-
британии, Канаде, России.
ЛИТЕРАТУРА
1. П.В. Аксамирский, Н.К. Куксанов, А.Б.
Машнин, П.И. Немытов, Р.А. Салимов.
Система четырёхстороннего облуче-
ния электронами кабельных и труб-
чатых изделий, Электротехника, 1997, № 7,
с. 46—51.
2. R.A. Salimov, V.G. Cherepkov, J.I. Colubenko, G.S.
Krainov, N.K. Kuksanov. D.C.hiqh power electon
accelerators of ELV-series: status, development,
applications. Radiation Physics and Chemistry, 57
(2000), 661—665.
Рис. 5. Схема контроля процесса
на мониторах в технологическом зале
3. Н.И. Громов, В.Г. Ванькин, А.И. Ройх, С.П. Лыщи-
ков, М.Н. Степанов, ОАО «НП «Подольсккабель»;
А.В. Бублей, М.Э. Вейс, Н.К. Куксанов, В.Е. Долго-
полов, А.В. Лаврухин, П.И. Немытов, Р.А. Салимов,
ИЯФ им. Г. Будкера. Усовершенствованный пром.
ускоритель электронов для облучения кабельной
изоляции, «Кабели и Провода», 2004, № 4, с. 16.
Производство
ÐÀÄÈÀÖÈÎÍÍÛÅ ÒÅÕÍÎËÎÃÈÈ
Оригинал статьи: К 30-летию радиационных технологий на ОАО «НП «Подольсккабель»
Технология радиационного модифицирования изоляции кабельных изделий посредством электронно-лучевой сшивки полимеров нашла широкое применение в промышленности. Первоначально она применялась прежде всего для увеличения максимальной температуры эксплуатации кабельных изделий. Затем обнаружились многие другие преимущества сшитых полимеров — уменьшение деформации при нагреве, повышение сопротивления химическому, радиационному и абразивному воздействиям, улучшение ударной прочности и памяти полимера.