


КАБЕЛЬ−news / № 10 / октябрь 2009
38
Производство
Инновации от ООО КБ «Кабельные технологии»
ООО КБ «Кабельные технологии» специализируется на разработке и производстве технологиче-
ского оборудования для производства кабельных изделий, разработке новых кабельных изделий и
технологий.
Виктор Иннокен-
тьевич Мелентьев,
директор ООО КБ
«Кабельные техно-
логии»:
Специалисты на-
шего
предприятия
имеют большой про-
изводственный опыт
при разработке ново-
го технологического
оборудования, соз-
дании новых произ-
водств и управления
производственным
предприятием. Они
принимали участие в научно-исследовательской и
опытно-конструкторской работе в области разра-
ботки и постановки на производство новых кабель-
ных изделий: подводных, нагревательных, силовых
с пластмассовой изоляцией, городских телефонных
кабелей, в том числе с грузонесущим элементом
для подвеса на опорах, кабелей связи для пожарно-
охранной сигнализации, LAN-кабелей. Специалисты
имеют многолетний опыт в разработке и эксплуата-
ции машин и линий реверсивной (SZ) скрутки сило-
вых кабелей с пластмассовой изоляцией, городских
телефонных кабелей, в разработке и изготовлении
экструдеров, головок, отдающих, тяговых и прием-
ных устройств. Этот опыт является фундаментом
всех разработок КБ.
Наше оборудование отличается от оборудования
аналогичного назначения других изготовителей отно-
сительной простотой в изготовлении и эксплуатации
и при достаточно высоких параметрах производи-
тельности и надежности имеет относительно низкую
стоимость. В условиях конкуренции и высокой ин-
фляции развитие предприятия возможно при росте
производительности труда на уровне, большем, чем
уровень инфляции. Без инвестиций в технологию и
оборудование этого достичь сложно. Поэтому стои-
мость оборудования является важным фактором
при расчете срока его окупаемости и принятии реше-
ния выбора вариантов предлагаемого оборудования.
Основное технологическое оборудование защищено
авторскими свидетельствами и патентами РФ, что
является также важным фактором экономической
безопасности предприятия, которое приобретает,
или эксплуатирует оборудование, на которые имеют-
ся охранные документы (патенты РФ). Подробную
информацию о наших услугах и разработках можно
посмотреть на нашем сайте. В данной статье при-
ведены некоторые, с нашей точки зрения, наиболее
значимые достижения нашего предприятия, которые
могут быть применены при производстве кабельной
продукции как инновационные.
Инструмент для экструдеров
Основным фактором, определяющим производи-
тельность экструзионных линий, является состояние
его технологического инструмента: шнек-пары экс-
трудера. Зазор между шнеком и цилиндром при номи-
нальном диаметре 60 мм в новом экструдере должен
составлять не более 0,30 мм. При увеличении зазора
в N раз производительность экструдера уменьшает-
ся примерно тоже в N раз. Шнек-пара это инструмент
технологического процесса переработки пластмасс.
В любом деле инструмент должен быть в хорошем
состоянии. Предлагаем шнек-пары для переработки
различных пластических масс: ПВХ пластиката, поли-
этилена и других материалов — для замены изношен-
ных и изготовления новых экструдеров. Шнек-пары
изготавливаются по отработанной технологии из спе-
циальной коррозионно–стойкой стали, подвергаются
термообработке и при необходимости покрываются
хромом. Твердость инструмента составляет 50-60 еди-
ниц по HRC.
Маркировка жил
Многие изготовители для маркировки жил добав-
ляют красители в основной материал — ПВХ или ПЭ.
При такой технологии, при смене цвета неизбежны от-
ходы как материала изоляции, так и материала жилы.
Для сокращения таких отходов предлагаем экструзи-
онные головки с двумя соэкструдерами. Маркировка
наносится сплошным тонким слоем поверх основной
изоляции жилы. Смена цвета происходит на ходу пере-
В.И. Мелентьев
КАБЕЛЬ−news / № 10 / октябрь 2009
39
Производство
ключением подачи массы от одного соэкструдера на
другой, без остановки экструзионного процесса: эко-
номятся красители, основные материалы, сокращает-
ся время изготовления кабеля. Нанесение цветового
слоя может производиться полосами любой ширины.
При изолировании «нулевой» жилы желто-зеленого
цвета работают два соэкструдера.
Технологический инструмент
Известны два основных способа исполнения экстру-
зионных головок. Первый: с регулируемым (ручным
способом) относительным расположением техноло-
гического инструмента — дорна и матрицы, и второй:
с нерегулируемым, или «жестким» расположением
матрицы относительно дорна. При первом способе
для достижения высокого качества центровки изоля-
ции требуется высокая квалификация рабочего и при
этом неизбежны отходы основных материалов при на-
стройке и проверке технологического процесса, а так-
же дополнительные затраты времени на выполнение
этих работ. При втором способе не требуется высокой
квалификации рабочего, не требуется и настройки
эксцентриситета изоляции, т.к. положение матрицы
относительно дорна не регулируется. Нет отходов, со-
кращается время на заправку или перезаправку линии
на другой марко-размер. Однако и головки с жестким
расположением инструмента имеют свои проблемы:
изнашиваются посадочные места дорнов и матриц,
неидеальное изготовление расходных материалов
(дорнов и матриц), неравномерный прогрев головки,
оказывающий влияние на вязкость расплава и ско-
рость его прохождения по каналам головки, и некото-
рые другие факторы не позволяют достичь требуемой
центровки изоляции. На такой головке изготовить
качественную конкурентно-способную продукцию
уже невозможно. Предлагаем комбинированные экс-
трузионные головки, в которых дорн перемещается
в продольном направлении по оси, матрица переме-
щается относительно дорна. Дорн и матрица имеют
быстросъемные вставки для изготовления нескольких
марко-размеров изолированных жил. Такую головку
можно настроить один раз при изолировании одного
размера жилы.
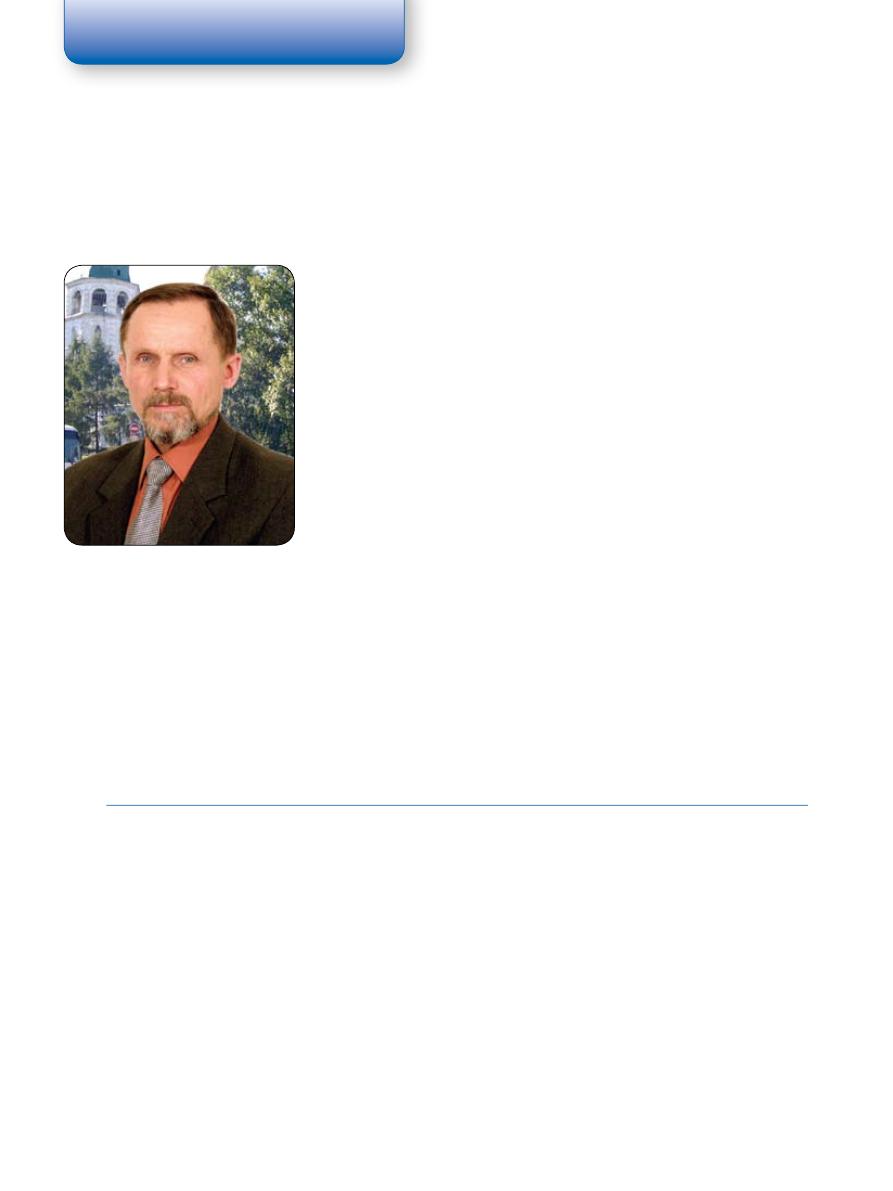
Приемные устройства
Специалистами КБ разработано оригинальное при-
емное устройство портального типа, в котором подъ-
ем барабана производится специальной подъемной
рамкой. При этом пиноли, между которыми зажимает-
ся барабан, расположены на одной высоте относитель-
но пола. Устройство укомплектовано раскладчиком
на гладком валу, обеспечивает постоянство шага рас-
кладки от первого до последнего
слоя намотки, не имеет цепной
передачи, излучает минимальный
уровень шума, не требует изготов-
ления специального фундамента.
Маркоразмеры устройства: для
10-14 и для 14- 20 барабанов.
Экструзионные линии
Предлагаем нашу новую разработку: универсальную
экструзионную линию для производства силовых ка-
белей с пластмассовой изоляцией и оболочкой типа
ВВГ, АВВГ.
В отличие от других изготовителей, данная линия
имеет высоту осей экструдера и линии, равных 1300
мм. Высокое расположение экструдера и ванны дает
возможность более эффективно использовать про-
изводственные площади и сократить время на пере-
мещение обслуживающего персонала между зонами
экструдера и линии. Линия укомплектована ленточным
тяговым устройством, компенсатором — накопителем
и сдвоенным приемным устройством, позволяющим
принимать изолированную жилу без остановки линии.
Это же приемное устройство позволяет принимать
готовую продукцию — кабели с числом жил до 5-ти, в
оболочке в бухты, также, без остановки линии. Кабели
изготавливаются за две операции: первая — изолиро-
вание, вторая — скрутка и одновременное наложение
оболочки. Для скрутки жил применяется крутильная
машина реверсивной (SZ) скрутки, защищенная патен-
том РФ. На такой линии можно производить силовые
кабели с минимальными затратами: капитальными и
эксплуатационными. Срок окупаемости линии при ра-
боте в три смены составляет несколько месяцев.
Раскладочное
устройство на
гладком валу
Приемное устройство УПП14
ООО КБ «Кабельные технологии»
664020, Россия, г. Иркутск, ул. Авиастроителей, 59-9
Тел./факс: (3952) 32-04-96, (3952) 40-22-92
E-mail: cb@technocable.ru
www.technocable.ru
Оригинал статьи: Инновации от ООО КБ «Кабельные технологии»
ООО КБ «Кабельные технологии» специализируется на разработке и производстве технологического оборудования для производства кабельных изделий, разработке новых кабельных изделий и технологий.






