



94
XXI заседание Ассоциации электроснабжения городов России «ПРОГРЕССЭЛЕКТРО»
МАРКЕЛОВ
ИГОРЬ
АЛЕКСАНДРОВИЧ
Региональный
директор
по
продажам
ООО
«
Тайко
Электроникс
РУС
»
ЭЛЕКТРИЧЕСКИЙ
КОНТАКТ
И
НАДЁЖНОСТЬ
КАБЕЛЬНОЙ
АРМАТУРЫ
М
ой
доклад
на
предыдущей
Ассоциации
был
посвящён
факторам
,
влияющим
на
сокращение
срока
службы
кабельной
линии
(
КЛ
),
и
был
сделан
вывод
о
том
,
что
на
-
дёжность
КЛ
во
многом
зависит
от
кабельщика
.
Кабельщик
является
последним
звеном
в
про
-
цессе
создания
КЛ
,
начиная
от
проектирования
до
прокладки
кабеля
.
Именно
на
кабельщика
ложится
ответственность
последнего
контроля
за
соответствием
всех
компонентов
и
условий
монтажа
КЛ
.
Рис
. 1.
Факторы
,
влияющие
на
надёжность
КЛ
Надёжность
КЛ
зависит
большей
частью
от
трёх
составляющих
(
рис
. 1):
кабельщика
,
кабе
-
ля
и
кабельной
арматуры
(
КА
).
Этот
доклад
будет
посвящён
важнейшему
компоненту
КА
—
контакту
.
Именно
от
контакт
-
ных
соединений
во
многом
зависит
надёжность
КА
,
а
значит
,
и
всей
КЛ
.
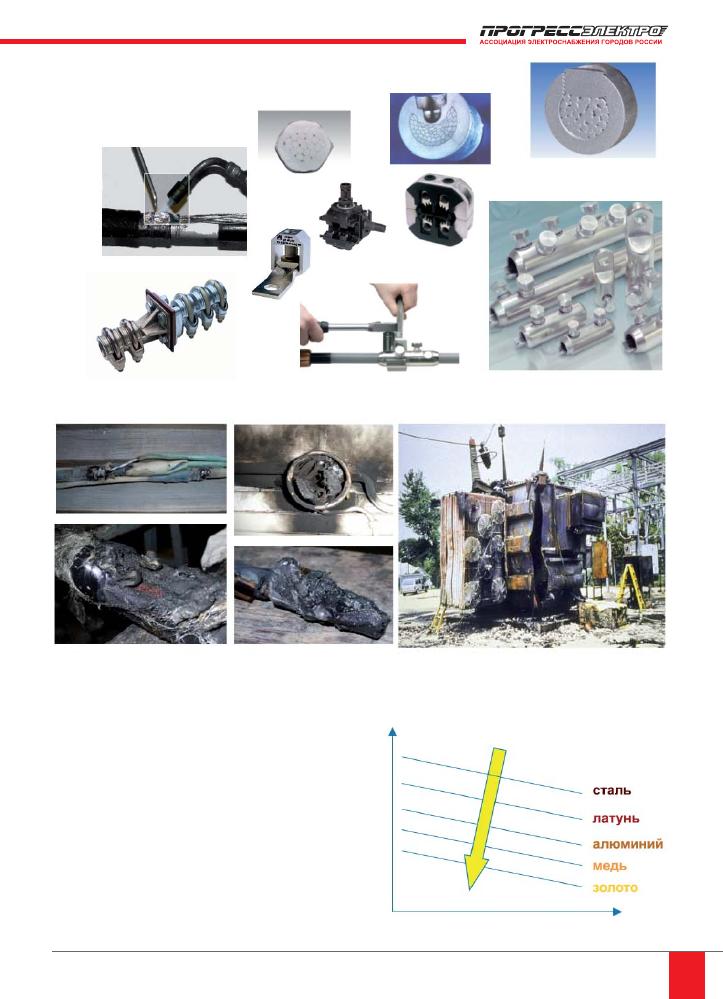
В
мире
электрических
соединений
суще
-
ствует
множество
различных
типов
контактов
и
контактных
технологий
(
рис
. 2, 3).
Более
50%
выходов
из
строя
муфт
связано
с
соединением
и
оконцеванием
жил
кабелей
.
Что
же
нужно
для
создания
хорошего
кон
-
такта
?
Существуют
основные
проектные
условия
для
создания
или
конструирования
соедини
-
теля
.
Сопротивление
контактного
соединения
со
-
стоит
из
нескольких
составляющих
:
R
соединителя
= R
проводника
+ R
конструктивное
+ R
плёнки
+ ...
где
:
R
проводника
—
зависит
от
материала
соединителя
;
R
конструктивное
—
зависит
от
усилия
сжатия
кон
-
тактных
поверхностей
;
R
плёнки
—
зависит
от
техники
разрушения
оксид
-
ной
плёнки
,
большей
частью
относится
к
алю
-
миниевым
контактам
.
95
25–26 марта 2015 г.
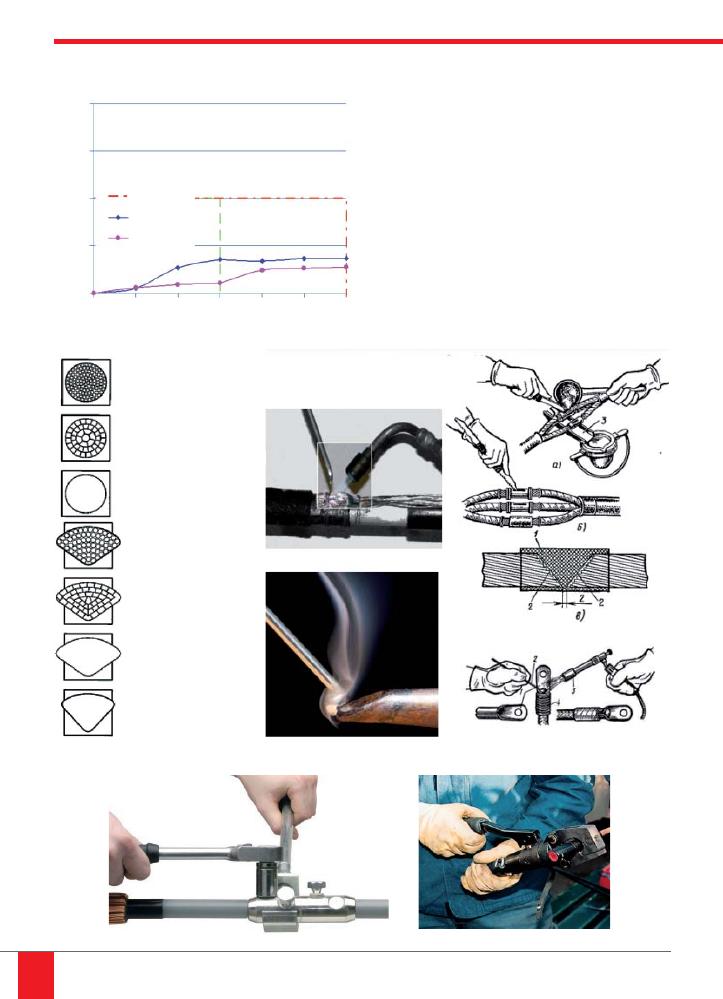
Уменьшение
переходного
сопротивления
контакта
происходит
при
применении
металла
с
лучшей
проводимостью
(
рис
. 4).
Конечно
,
мы
рассматриваем
наиболее
рас
-
пространённые
металлы
,
применяемые
в
элек
-
трических
контактах
:
медь
и
алюминий
.
Алю
-
миний
,
в
отличие
от
медных
контактов
,
имеет
свою
специфику
.
Далее
мы
рассмотрим
основные
условия
для
создания
алюминиевого
электрического
контакта
:
•
удаление
оксидной
плёнки
на
контактной
поверхности
;
•
оптимальное
контактное
давление
;
•
устойчивость
контакта
.
Рис
. 2.
Различные
технологии
контактов
Рис
. 3.
К
чему
приводит
плохой
контакт
Рис
. 4.
Зависимость
электрического
контакта
от
материала
R
c
(
Ω
)
F
контакта
(N)
96
XXI заседание Ассоциации электроснабжения городов России «ПРОГРЕССЭЛЕКТРО»
Контактная
поверхность
под
микроскопом
будет
состоять
из
выступов
и
впадин
,
даже
если
поверхности
идеально
ровные
.
Чистый
металлический
электрический
контакт
будет
создаваться
точечно
.
Полная
поверхность
со
-
прикосновения
будет
всегда
намного
больше
.
Где
-
то
будет
только
механический
контакт
без
разрушения
оксидной
плёнки
.
Именно
поэтому
существование
переходного
сопротивления
неизбежно
.
Понятно
,
что
чем
сильнее
давле
-
ние
,
тем
будет
больше
контактных
точек
,
и
со
-
противление
контакта
будет
уменьшаться
.
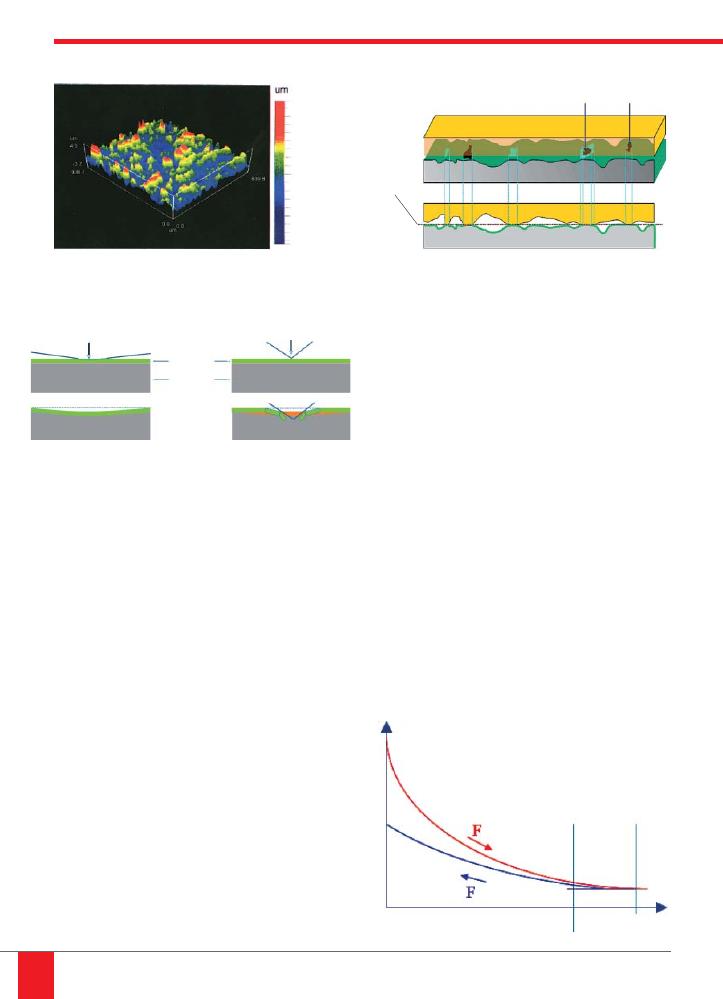
Очень
наглядно
показана
контактная
по
-
верхность
на
трёхмерной
диаграмме
(
рис
. 5).
Контактные
участки
показаны
красным
цве
-
том
.
Для
алюминиевого
контакта
очень
важно
разрушить
окисную
плёнку
,
для
этого
необхо
-
димо
осуществлять
давление
острой
кромкой
.
Основная
задача
конструкции
алюминиевого
электрического
контакта
—
эффективное
раз
-
рушение
окисной
плёнки
.
Для
данного
конкретного
соединения
при
увеличении
давления
мы
уменьшаем
пере
-
ходное
сопротивление
так
,
чтобы
войти
в
зону
хорошего
контакта
.
Очень
важно
для
любого
контакта
или
любой
контактной
технологии
дойти
именно
до
зоны
,
где
достигается
макси
-
мальный
электрический
контакт
(
рис
. 6).
Если
по
каким
-
то
причинам
начнёт
проис
-
ходить
ослабление
давления
,
то
мы
можем
заметить
некий
«
гистерезис
»
алюминиевого
контакта
,
т
.
е
.
увеличение
сопротивления
будет
происходить
по
нижней
кривой
(
рис
. 7).
Ещё
одна
особенность
алюминиевого
кон
-
такта
:
мы
всегда
должны
помнить
о
том
,
что
алю
-
миний
имеет
свойство
«
релаксации
» (
рис
. 8).
Это
свойство
заключается
в
том
,
что
алюми
-
ний
не
выдерживает
механических
перегрузок
и
теряет
твёрдость
и
механическую
прочность
,
что
приводит
к
тому
,
что
он
«
вытекает
»
из
зоны
механического
перенапряжения
.
Когда
металл
твердеет
,
естественно
,
что
контактная
поверх
-
ность
уменьшится
,
и
очень
вероятно
,
что
кон
-
такт
выйдет
из
зоны
хорошего
контакта
,
и
с
это
-
го
момента
будет
начинаться
его
деградация
.
Переходное
сопротивление
увеличивается
,
кон
-
такт
начинает
перегреваться
,
в
итоге
перегрев
переходит
в
пережог
,
и
мы
контакт
теряем
.
Рис
. 5.
Контактная
поверхность
Рис
. 6.
Создание
электрического
контакта
Рис
. 7.
Контактная
поверхность
Давление
скруглённой
поверхности
F
Окись
Металл
Давление
острой
поверхности
F
Окисный
слой
Окисный
слой
снят
Контро
льная
пов
ер
хность
F
контакта
(N)
Хороший
контакт
Плохой
контакт
R
c
(
Ω
)
4,91
3,5
2,0
0,5
-1,0
-3,7
97
25–26 марта 2015 г.
Приложенная
механическая
нагрузка
на
контакт
должна
быть
оптимизирована
таким
образом
,
чтобы
,
с
одной
стороны
,
избежать
релаксации
металла
,
а
с
другой
стороны
—
нормальная
нагрузка
должна
быть
достаточно
велика
,
чтобы
создать
низкое
переходное
со
-
противление
.
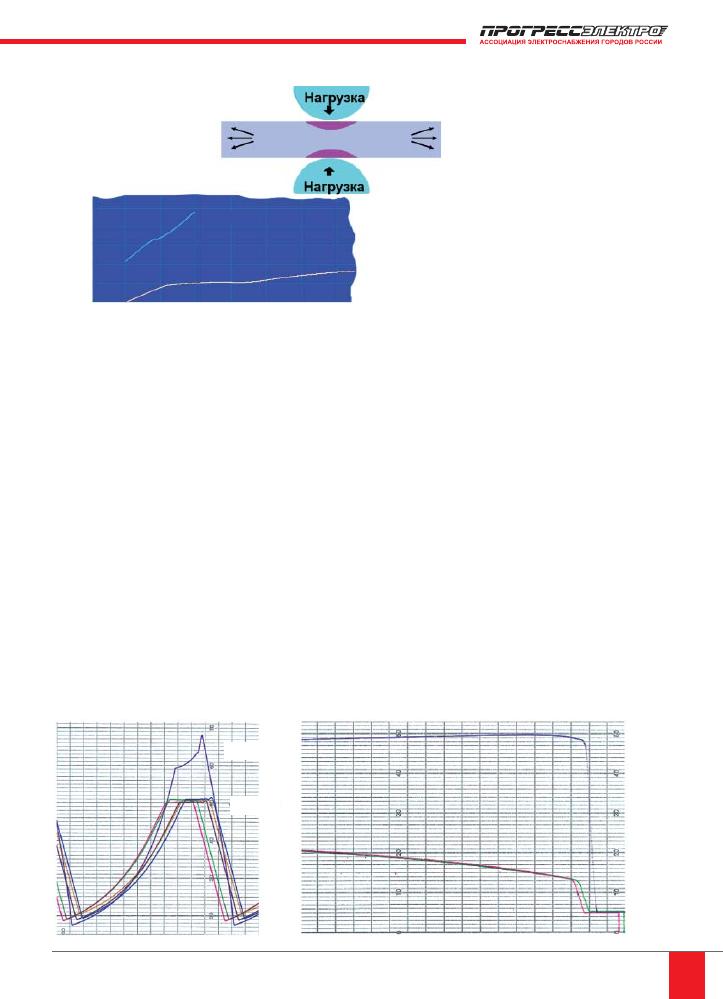
Для
того
чтобы
проверить
устойчивость
контактного
соединения
и
подтвердить
его
долговечность
,
моделируется
ускоренное
ста
-
рение
контакта
путём
проведения
многих
ци
-
клов
нагрева
до
повышенных
температур
с
последующим
естественным
охлаждением
,
а
также
воздействие
токами
КЗ
(
рис
. 9).
Воздействие
термических
токов
КЗ
будет
наиболее
показательным
,
т
.
к
.
в
этом
случае
будет
происходить
импульсный
перегрев
ме
-
талла
и
его
импульсное
расширение
,
и
как
раз
в
этот
момент
могут
возникать
те
перенапря
-
жения
,
при
которых
на
алюминиевых
жилах
мы
можем
выйти
из
зоны
хорошего
контакта
и
начнётся
его
деграда
-
ция
.
Классификация
,
требования
к
контактным
соединениям
,
прави
-
ла
приёмки
и
методы
испытаний
описаны
в
ГОСТ
10434-82
и
ГОСТ
17441-84.
Требования
для
ка
-
бельных
муфт
,
в
составе
которых
испытываются
соединители
или
наконечники
,
прописаны
в
стан
-
дарте
ГОСТ
13781.0-86.
Если
мы
сравним
требования
этих
стан
-
дартов
,
то
можем
убедиться
в
том
,
что
требования
контактных
стандартов
намного
серьёзнее
,
чем
для
муфт
с
соединителями
или
наконечниками
в
сборе
.
Так
,
например
,
ускоренные
испытания
в
режи
-
ме
циклического
нагрева
для
соединений
клас
-
са
1
по
контактному
стандарту
ГОСТ
17441-84
составляют
500
циклов
.
По
ГОСТ
13781.0-86
количество
циклов
нагрева
— 200.
С
другой
стороны
,
если
мы
сравним
требования
стан
-
дартов
по
контактным
соединениям
ГОСТ
с
другими
стандартами
,
например
с
IEC (
МЭК
),
то
можно
сказать
,
что
требования
МЭК
жёстче
,
чем
требования
ГОСТ
,
например
для
цикличе
-
ских
испытаний
проводятся
1000
циклов
нагре
-
ва
, 6
ударов
сквозными
токами
КЗ
(
рис
. 10).
В
соответствии
с
МЭК
контакты
испытыва
-
ются
комплексно
в
последовательности
с
дру
-
гими
испытаниями
.
Надо
сказать
,
что
не
все
контакты
,
выдержавшие
испытания
по
ГОСТ
для
контактных
соединений
,
выдерживают
ис
-
пытания
по
стандарту
МЭК
.
Рис
. 9.
Испытания
электрического
контакта
250
о
С
100
о
С
100
о
С
130
о
С
0
сек
Рис
. 8.
Релаксация
алюминия
Релаксация
напряжений
%
Текучесть
1,0
0,5
0,2
0,1
0,001
Алюминий
Медь
1 2 3 4 5 6 7
98
XXI заседание Ассоциации электроснабжения городов России «ПРОГРЕССЭЛЕКТРО»
Далее
сделаем
небольшой
экскурс
в
кон
-
тактные
технологии
.
Соединители
и
наконечники
должны
охва
-
тывать
все
типы
и
конструкции
существующих
жил
кабелей
(
рис
. 11).
Контактные
технологии
можно
разделить
на
горячие
и
холодные
.
К
горячим
технологиям
относятся
,
напри
-
мер
,
сварка
и
пайка
(
рис
. 12).
Горячие
контак
-
ты
очень
надёжны
,
но
имеют
ряд
недостатков
.
Первый
и
самый
главный
—
это
мастерство
и
подготовка
кабельщика
.
Он
должен
не
пере
-
жечь
изоляцию
и
полностью
пропаять
весь
кон
-
такт
.
Горячий
контакт
не
пластичен
.
Рис
. 10.
Испытания
токами
КЗ
в
соответствии
с
IEC
Рис
. 11.
Конструкции
жил
Рис
. 12.
Горячие
контактные
технологии
НЕУПЛОТНЁННЫЕ
УПЛОТНЁННЫЕ
СПЛОШНЫЕ
НЕУПЛОТНЁННЫЕ
УПЛОТНЁННЫЕ
СПЛОШНЫЕ
120
О
СПЛОШНЫЕ
90
О
Рис
. 13.
Холодные
контактные
технологии
100
75
50
25
0
Из
менение
сопро
тив
ления
, %
Число
КЗ
Граница
IEC
1238
посл
. 1
посл
. 2
0 1 2 3 4 5 6

99
25–26 марта 2015 г.
К
холодным
технологиям
относятся
(
рис
. 13):
•
болтовые
сжимы
;
•
клиновые
зажимы
;
•
контакты
с
проколом
изоляции
;
•
опрессовка
;
•
болтовые
механические
соединители
со
срывом
головки
.
Болтовая
технология
,
основные
характери
-
стики
(
рис
. 14):
•
простота
монтажа
;
•
малая
стоимость
;
•
контакт
может
быть
демотирован
;
но
:
•
большие
усилия
;
•
контактные
поверхности
долж
-
ны
быть
подготовлены
.
Эти
контакты
применяются
до
-
статочно
широко
в
энергетике
.
Клиновая
техника
распростра
-
нена
намного
меньше
(
рис
. 15).
Клиновые
зажимы
,
основные
характеристики
:
Рис
. 14.
Болтовая
технология
Рис
. 15.
Клиновая
контактная
технология
•
хорошая
пластичность
;
•
однородность
распределения
усилий
по
проводнику
;
•
контактная
поверхность
самозачищается
;
•
контакт
может
быть
демонтирован
,
но
:
•
необходим
специальный
инструмент
.
Применяются
в
основном
для
воздушных
линий
с
голым
проводом
и
ОРУ
.
Для
изолированных
проводов
(
СИП
)
суще
-
ствует
технология
контактных
соединений
с
проколом
изоляции
(
рис
. 16).
Эту
технологию
можно
использовать
и
для
кабельных
муфт
.
Рис
. 16.
Контактная
технология
с
проколом
изоляции

100
XXI заседание Ассоциации электроснабжения городов России «ПРОГРЕССЭЛЕКТРО»
Опрессовка
шестигранником
,
основные
ха
-
рактеристики
(
рис
. 17):
•
хороший
электрический
контакт
;
•
пластичность
контакта
;
•
обязателен
интсрумент
и
комплект
матриц
;
•
человеческий
фактор
в
применении
компо
-
нентов
опрессовки
.
Существует
большой
выбор
инструментов
для
опрессовки
(
рис
. 18):
•
ручные
прессы
;
•
гидравлические
прессы
;
•
гидравлические
с
ножным
насосом
;
•
электрогидравлические
прессы
.
Особенности
технологии
опрессовки
заключаются
в
том
,
что
,
во
-
первых
,
су
-
ществует
большое
разно
-
образие
конструкций
жил
,
а
во
-
вторых
,
различные
ка
-
бельные
заводы
производят
жилы
со
своими
допусками
изготовления
.
Требования
технологии
опрессовки
:
•
размер
соединителя
должен
соответство
-
вать
сечению
и
конструкции
жилы
;
•
размер
матрицы
должен
соответствовать
сечениям
соединителя
и
жилы
;
•
материал
жилы
(Cu
и
Al)
определяет
тип
со
-
единителя
и
матрицы
(Cu
и
Al);
•
для
каждой
комбинации
жил
выбирается
соответствующий
соединитель
;
•
инструмент
должен
быть
рассчитан
на
при
-
меняемое
сечение
и
материал
жилы
.
Опрессовка
глубоким
вдавливанием
(
рис
. 19),
основные
характеристики
:
Рис
. 18.
Инструмент
для
опрессовки
шестигранником
Рис
. 17.
Опрессовка
шестигранником

101
25–26 марта 2015 г.
•
хороший
электрический
кон
-
такт
;
•
механическая
прочность
;
•
контактная
смазка
не
требу
-
ется
;
•
соединитель
не
деформиру
-
ется
;
•
применима
для
различных
кабелей
,
но
:
•
требуется
специальный
тя
-
жёлый
инструмент
для
мон
-
тажа
.
Первые
болтовые
механиче
-
ские
контакты
(
рис
. 20)
со
сры
-
вом
головки
появились
в
70-
е
годы
на
низком
напряжении
.
Рис
. 19.
Опрессовка
глубоким
вдавливанием
Рис
. 20.
Болтовые
механические
контакты
Рис
. 21.
Соединители
для
кабелей
с
бумажной
изоляцией
В
настоящее
время
эта
техноло
-
гия
стала
ведущей
и
применятся
на
напряжение
до
220
кВ
и
сече
-
нием
до
2500
мм
2
.
Болтовые
соединители
для
ка
-
белей
с
бумажной
изоляцией
(
рис
.
21)
до
10
кВ
:
•
охватывают
диапазон
сече
-
ний
;
•
применимы
ко
всем
конструк
-
циям
жил
и
кабелей
;
•
жила
располагается
эксцен
-
трично
(
не
по
оси
жилы
);
•
длительная
рабочая
темпера
-
тура
=> 70°C;
•
При
КЗ
температура
=> 160°C.
102
XXI заседание Ассоциации электроснабжения городов России «ПРОГРЕССЭЛЕКТРО»
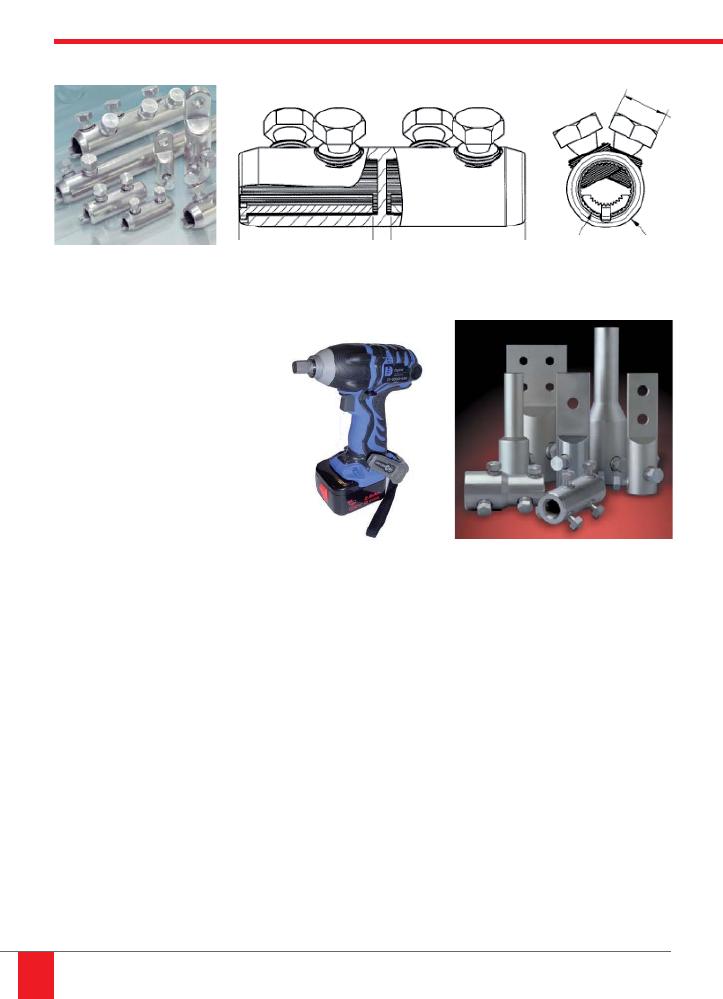
Болтовые
соединители
для
кабелей
с
пластмассовой
изоля
-
цией
(
рис
. 22)
на
среднее
напря
-
жение
:
•
охватывают
диапазон
сечений
;
•
применимы
ко
всем
конструк
-
циям
жил
и
кабелей
;
•
жила
располагается
концен
-
трично
;
•
длительная
рабочая
темпера
-
тура
=> 90°C;
•
при
КЗ
температура
=> 250°C.
Болтовые
контакты
со
сры
-
вом
головки
монтируются
ещё
проще
с
применением
специаль
-
ного
инструмента
:
специальный
держатель
для
корпуса
соединителя
;
электро
-
механическая
дрель
(
рис
. 23).
В
настоящее
время
болтовые
соединители
и
наконечники
(
рис
. 24)
выпускаются
на
напря
-
жение
до
220
кВ
и
сечением
до
2500
мм
2
.
Особенности
конструкции
соединителей
и
наконечников
:
•
универсальное
применение
для
жил
кабе
-
лей
различных
изготовителей
;
•
применение
как
на
медные
,
так
и
алюмини
-
евые
жилы
;
•
для
всех
типов
жил
:
•
цельнотянутая
;
•
многопроволочная
;
•
сегментированная
;
•
короткая
длина
соединителя
.
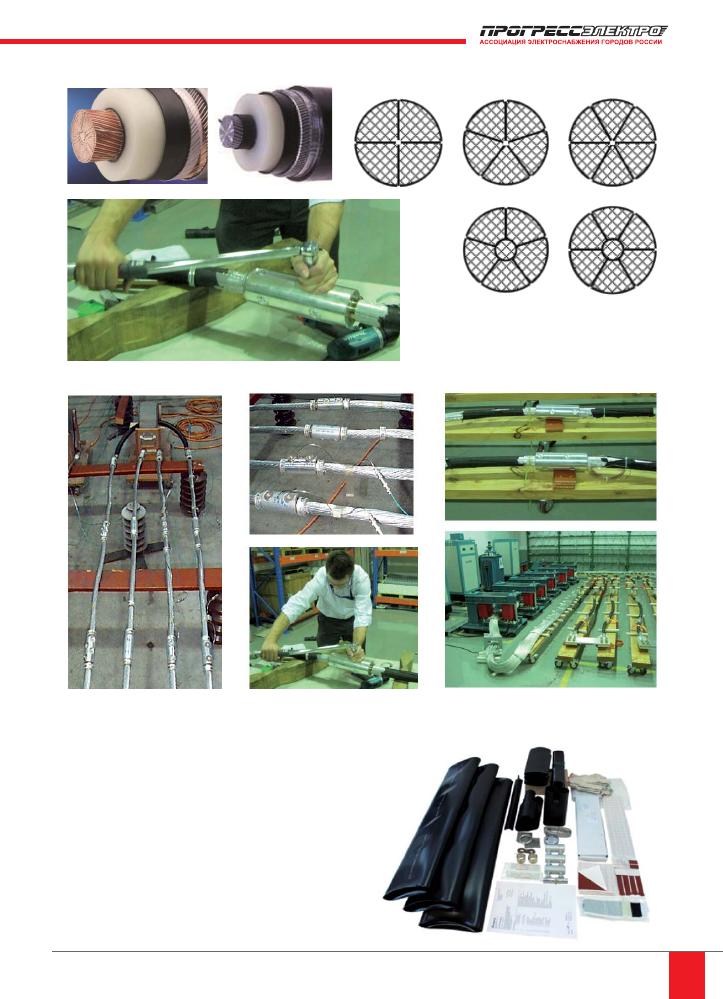
Жилы
высоковольтных
кабелей
на
сечение
от
1000
до
2500
кв
.
мм
,
как
правило
,
имеют
сег
-
ментированную
конструкцию
(
рис
. 25).
Количе
-
ство
сегментов
может
меняться
от
4
до
7.
При
циклических
испытаниях
токи
по
жиле
достигают
нескольких
килоампер
.
При
терми
-
Рис
. 22.
Соединители
для
кабелей
с
пластмассовой
изоляцией
Рис
. 24.
Высоковольтные
болтовые
соединители
и
наконечники
Рис
. 23.
Электромеханическая
дрель
для
монтажа
болтовых
соединителей
ческих
испытаниях
токами
КЗ
нагрев
жилы
про
-
изводится
токами
45
кА
.
Таким
образом
,
можно
говорить
о
надёж
-
ном
контакте
,
рассчитанном
на
долгосрочную
безаварийную
эксплуатацию
,
только
если
этот
контакт
сертифицирован
,
а
в
наше
время
в
до
-
полнение
к
сертификату
нужно
приложить
и
ре
-
альный
отчёт
испытаний
этого
контакта
(
рис
. 26).
Подводя
итог
,
можно
с
уверенностью
ска
-
зать
,
что
соединители
и
наконечники
являются
важнейшими
компонентами
КА
и
должны
быть
испытаны
на
соответствие
стандартам
на
элек
-
трические
контакты
.
Качественные
соедините
-
ли
составляют
значительную
часть
стоимости
комплекта
КА
.
На
нашем
предприятии
в
г
.
Углич
мы
поста
-
вили
себе
задачу
локализовать
производство
соединителей
для
кабелей
с
бумажной
изоля
-
цией
на
напряжение
10
кВ
в
комплектах
муфт
Стп
-10 (
рис
. 27).
В
России
мы
присутствуем
с
начала
90-
х
годов
и
уже
более
10
лет
назад
открыли
про
-
103
25–26 марта 2015 г.
изводство
в
г
.
Углич
,
в
настоящее
время
инте
-
грированное
в
глобальную
систему
производ
-
ства
TE Connectivity.
В
Угличе
мы
производим
отдельные
компоненты
арматуры
СИП
,
осу
-
ществляем
сборку
КА
под
торговой
маркой
«
Энерго
»,
а
также
наиболее
рапространённые
муфты
«
Райхем
»,
включая
муфты
на
напряже
-
ние
110
кВ
.
В
лабораториях
на
производстве
в
Угличе
мы
имеем
возможность
проводить
типовые
испытания
муфт
и
арматуры
СИП
и
кабельных
соединителей
и
наконечников
,
а
также
проводить
приёмо
-
сдаточные
испытания
произведённых
здесь
изделий
(
рис
. 28).
Рис
. 25.
Сегментированные
жилы
(«
Милликен
»)
Рис
. 26.
Испытания
электрических
контактов
Рис
. 27.
Комплект
соединительной
муфты
Стп
-10,
собранной
в
г
.
Углич

104
XXI заседание Ассоциации электроснабжения городов России «ПРОГРЕССЭЛЕКТРО»
В
оригинальных
комплектах
«
Райхем
»
при
-
меняется
семейство
двухболтовых
соедините
-
лей
,
имеющих
более
чем
20-
летнюю
историю
эксплуатации
по
всему
миру
.
Конструкция
:
кор
-
пус
из
алюминиевого
сплава
,
болты
—
лужё
-
ные
латунные
,
смазка
для
снижения
трения
.
Задача
состояла
в
том
,
чтобы
сделать
ана
-
логичную
конструкцию
соединителя
в
России
из
существующих
российских
сплавов
.
Про
-
стое
копирование
геометрии
привело
к
неста
-
бильному
качеству
конечного
изделия
.
Испыта
-
ния
не
подтвердили
стабильность
переходного
сопротивления
.
Исследование
вариаций
форм
нажимной
части
,
моментов
срыва
головки
и
материала
болта
привели
к
новой
форме
на
-
жимной
части
болта
.
Конструкция
нового
болта
была
проверена
долговременными
цикличе
-
скими
испытаниями
,
а
также
испытаниями
на
механические
на
-
грузки
.
В
результате
было
получено
:
•
надёжный
соедини
-
тель
для
кабелей
с
бумажной
изоляцией
(
рис
. 29);
•
новая
запатенто
-
ванная
конструкция
болта
из
российского
сплава
;
•
результаты
испыта
-
ний
новых
соедини
-
телей
по
всем
пока
-
зателям
превосходят
соединители
с
бол
-
тами
со
скруглённой
головкой
;
•
разработаны
и
испы
-
таны
в
соответствии
с
требованиями
ста
-
бильного
сопротивле
-
ния
на
десятки
лет
;
•
процесс
изготовле
-
ния
и
приёмо
-
сдаточ
-
ные
испытания
гаран
-
тируют
качество
.
Сравнение
двухбол
-
товых
и
четырёхбол
-
товых
конструкций
соединителей
:
•
меньший
диаметр
корпуса
:
○
меньший
перепад
по
изоляции
;
•
большее
пространство
за
болтом
:
○
допуск
при
неточной
стыковке
жил
кабеля
;
•
больший
диаметр
болта
:
○
все
проволоки
многопроволочной
жилы
будут
прижаты
болтом
;
•
меньшая
длина
корпуса
:
○
более
простой
монтаж
,
особенно
для
мно
-
гопроволочных
жил
большого
сечения
.
Вывод
Надёжность
контактного
соединения
опре
-
деляет
не
количество
болтов
,
а
испытания
,
проведённые
в
соответствии
с
действующими
стандартами
(
рис
. 30).
Рис
. 28.
Производство
ООО
«
Тайко
Электроникс
РУС
»
в
г
.
Углич
Рис
. 29.
Новый
соединитель
для
кабелей
с
бумажной
изоляцией
Рис
. 30.
Испытания
соединителей
отдельно
и
в
составе
муфт
Оригинал статьи: Электрический контакт и надёжность кабельной арматуры
Мой доклад на предыдущей Ассоциации был посвящён факторам, влияющим на сокращение срока службы кабельной линии (КЛ), и был сделан вывод о том, что надёжность КЛ во многом зависит от кабельщика. Кабельщик является последним звеном в процессе создания КЛ, начиная от проектирования до прокладки кабеля. Именно на кабельщика ложится ответственность последнего контроля за соответствием всех компонентов и условий монтажа КЛ.







